KUMPULAN TUGAS AKHIR

TUGAS AKHIR
PERENCANAAN PROSES PEMBUATAN CENDRAMATA MESJID RAYA BAITURRAHMAN MENGGUNAKAN TEKNOLOGI CAD/CAM
diajukan untuk memenuhi sebagian dari syarat-syarat
yang diperlukan untuk memperoleh
Ijazah Sarjana Teknik
Disusun Oleh:
RAHMAT
0404102010056
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SYIAH KUALA
BANDA ACEH
2011
PERENCANAAN PROSES PEMBUATAN CENDRAMATA MESJID RAYA BAITURRAHMAN MENGGUNAKAN TEKNOLOGI CAD/CAM
Oleh :
RAHMAT
0404102010056
Teknik Produksi Pemesinan
Jurusan Teknik Mesin
Universitas Syiah Kuala
Abstrak
Bagi industri kecil dan menengah mesin CNC merupakan pendukung dalam proses manufaktur yang dapat menghasilkan produk yang berkualitas, dan dalam waktu yang singkat. Dalam menjalankan mesin CNC dibutuhkan operator yang handal dan menguasai mesin. Penelitian ini berhubungan dengan perencanaan proses pembuatan cendramata Mesjid Raya Baiturrahman menggunakan teknologi cad/cam. metodelogi proses perencanaan menggabungkan tahapan desain melalui sofware SolidWorks 2008 yang menampilkan gambar 3D dan Proses simulasi manufaktur dengan menggunakan sofware MasterCam X yang menghasilkan kode G. Penggunaan mesin CNC untuk proses perencanaan permesinan dengan pembentukan lintasan pahat dan waktu pemesinan membutuhkan serangkaian program NC, untuk mengurangi waktu pembuatan program dan menghindari kesalahan dalam penggunaan memori mesin yang minimum maka digunakan sofware Mastercam X dengan proses pengerjaan simulasi mesin milling. Pembuatan Lintasan pahat diformulasikan berdasarkan cutting method berupa titik referansi diameter pahat, dimensi benda kerja, jenis material, kecepatan potong dan kecepatan pemakanan pergigi untuk pahat HSS yang dianjurkan pada proses pengerjaan mesin milling. Sehingga dapat diketahui waktu putaran mesin dan waktu pemesinan dalam permenit sebelum dilaksanakan pemesinannya. Pembuatan program lintasan pahat dalam bentuk kode G kemudian di konversikan kedalam bahasa pemograman NC.
Kata Kunci : Cendramata, Cad/Cam, Lintasan pahat, Waktu pemesinan
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kemajuan ilmu pengetahuan dan teknologi berkembang sangat pesat, termasuk di bidang industri dan multimedia. Dengan kecanggihan teknologi tersebut dewasa ini dikembangkan komputer yang diaplikasikan ke dalam mesin-mesin perkakas yang dikenal dengan mesin CNC (Computer Numerically Controlled). Selain itu juga banyak ditemukan software-software yang bermanfaat untuk dunia industri, misalnya AutoCAD, MasterCAM, CATIA, Solid Work, dan masih banyak lagi yang lainnya.
Perkembangan proses produksi saat ini yang demikian pesat menuntut pemakaian teknologi untuk mengoptimalkan laju produksi. Pemakaian teknologi bertujuan agar semua proses produksi berjalan secara otomatis untuk mencapai efisiensi dan produktifitas yang tinggi.
Mesin CNC dapat diartikan sebagai suatu teknik operasi otomatis yang diterjemahkan melalui instruksi kode-kode tertentu yang dapat dimengerti dan dijalankan oleh mesin. Kelebihan dari mesin CNC ini adalah dapat menyediakan basis untuk proses dan sistem manufaktur otomatis untuk masa yang akan datang. Itulah salah satu alasan yang menyebabkan semakin banyaknya industri manufaktur yang menggunakan mesin CNC. Dengan penggunaan mesin CNC yang optimal yang diiringi dengan perencanaan proses yang tepat, akan menghasilkan berbagai bentuk produk seperti yang direncanakan.
Dalam suatu proses pemesinan dengan menggunakan mesin CNC, program NC merupakan hal yang paling utama. Untuk pembuatan benda kerja yang rumit dibutuhkan serangkaian program NC yang panjang. Semakin rumit benda kerja yang dibuat, maka semakin panjang program NC yang dibutuhkan. Hal ini terjadi karena banyaknya pengulangan-pengulangan program NC yang dilakukan.
Dalam hal perencanaan proses pembuatan Cendramata Mesjid Raya Baiturahman terlebih dulu penulis merancangnya disebuah software CAD/CAM yaitu SolidWorks 2008 untuk membuat gambar dan MasterCam X untuk pengerjaan simulasi manufaktur. Dengan adanya software ini, maka penulis dapat merancang benda kerja dan disimulasi pemotongannya sebelum dilakukan proses permesinan kemesin CNC dalam bentuk kode G dengan perantara Interface RS 232 C.
1.2 Tujuan Penelitian
Tujuan penelitian ini adalah untuk membuat perencanaan proses pembuatan Cendramata Mesjid Raya Baiturrahman dengan teknologi CAD/CAM.
1.3 Batasan Masalah
Dalam penelitian perencanaan proses pembuatan Cendramata Mesjid Raya Baiturrahman ini mempunyai batasan-batasan masalah meliputi:
a. Pembuatan Gambar menggunakan SolidWorks 2008
b. Simulasi proses pemesinan menggunakan perangkat lunak MasterCam X yang menghasilkan kode G.
c. Pahat yang digunakan pada pemrograman adalah jenis pahat HSS Flat End Mill dan Ball End Mill.
d. Analisa Perhitungan kecepatan dan Waktu pemakanan pemotongan pada Simulasi proses perencanaan Pemesinan.
BAB II
TINJAUAN KEPUSTAKAAN
2.1 CAD/CAM
Seorang operator mesin CNC yang akan memasukkan program pada mesin, sebelumnya harus sudah memahami gambar kerja dari komponen yang akan dibuat pada mesin tersebut. Gambar kerja biasanya dibuat dengan cara manual atau dengan computer menggunakan program CAD (Computer Aided Design). Seiring dengan kemajuan teknologi di bidang computer, maka telah dikembangkan suatu software yang berisi aplikasi gambar teknik dengan CAD yang sudah dapat diminta untuk menampilkan program untuk dikerjakan dengan mesin CNC. Aplikasi program tersebut dikenal dengan sebutan CAM (Computer Aided Manufacturing). Software CAM pada umumnya dibuat oleh pabrik yang membuat mesin CNC dengan tujuan untuk mengoptimalkan kinerja mesin CNC yang diproduksinya.
Dengan menggunakan software CAM, seorang operator cukup membuat gambar kerja dari benda yang akan dibuat dengan mesin CNC pada PC. Hasil gambar kerja dapat dieksekusi secara simulasi untuk melihat pelaksanaan pengerjaan benda kerja di mesin CNC melalui layar monitor. Apabila terdapat kekurangan atau kekeliruan, maka dapat diperbaiki tanpa harus kehilangan bahan. Jika hasil eksekusi simulasi sudah sesuai dengan yang diharapkan, maka program dilanjutkan dengan eksekusi program mesin. Program mesin yang sudah jadi dapat langsung dikirim ke mesin CNC melalui jaringan atau kabel atau ditransfer melalui media rekam ( Kuspriyanto & Hari Seputro5).
2.1.1 SolidWorks
SolidWorks merupakan sebuah sofware CAD untuk aplikasi yang digunakan untuk desain model (gambar kerja). Sofware SolidWorks mampu mendesain gambar dalam bentuk 2 Dimensi maupun 3 Dimensi. Program ini sangat membantu dalam hal desain manufaktur dalam semua bidang teknik, terutama bidang teknik mesin.
Mendesain sebuah Gambar dengan SolidWorks dapat dilakukan dengan 2D dan 3D yang datanya berbentuk tipe file part (*.prt;*.sldprt). SolidWorks juga dapat disimpan dalam bentuk file-file yang mampu dibaca oleh sofware desain lain, misalnya AutoCad disimpan dalam bentuk file (*.dxf), MasterCam disimpan dalam bentuk file IGES (*.iges) atau dalam bentuk file ProE Part (*.prt).

Gambar 2.1 Tampilan Software Solid Works 2008
2.1.2 MasterCam
Mastercam merupakan sebuah software CAD/CAM untuk aplikasi proses gambar, milling, dan turning. Dalam pemakaiannya, ketiga proses tersebut tampil terpisah pada masing-masing layar dengan bentuk/fungsi main menu yang khas. Secara umum bentuk perintah yang dapat digunakan pada setiap melakukan proses design, manufaktur hingga perolehan NC terdiri icon toolbar dan main menu.
Mendesain sebuah Gambar dapat dilakukan dengan 2D dan 3D yang datanya berbentuk tipe file MCX (*.MCX). Mastercam dapat juga membaca data design dari software lain seperti : AutoCAD (*.dxf), Solid Works, ACIS Solid, Parasolid, dan Solid Edge. Kemudahan melakukan perancangan proses manufaktur hingga memperoleh kode-G terhadap suatu design adalah tanpa keharusan untuk pindah dari layar 3D. Pengaturan toolpath yang efisien karena penyimpangan, memodifikasi parameter permesinan dan Verify (simulasi) berada pada satu tempat sehingga dengan cepat dapat mengeditnya.
Kemampuan parameter toolpath untuk Surface finish parallel, surface finish contour, dengan pengerjaan permesinan 2D dan 3D adalah mulai dari bentuk sederhana sampai yang kompleks (www.Mastercam.com). Adapun keistimewaan dari parameter-parameter tersebut seperti penjelasan berikut:
- Metode pemotongan menggunakan toolpaths Surface finish parallel dengan kecepatan tinggi meliputi zig-zag, one way, diakhiri finishing.
- Finishing dengan menggunakan Surface finish Contour dan memilih tool yang kecil untuk membersihkan material dari pemotongan sebelumnya.
Mastercam dapat diatur pemotongan awal pada berbagai permukaan berbentuk solid secara roughing (kasar) dan diakhiri dengan finishing (penghalusan). Untuk mempermudahkan dalam penilaian kebenaran gerak simulasi pemotongan dapat dilakukan verify sedangkan untuk memperoleh NC-generating dapat dipilih bentuk format keluarannya melalui option : Operation manager post (post prosessor) sesuai mesin yang dipergunakan.

Gambar 2.2 Tampilan Software Mastercam X
2.2 Mesin CNC
Awal lahirnya mesin CNC (Computer Numerically Controlled) bermula dari tahun 1952 yang dikembangkan oleh John Parson dari Institut Teknologi Massachusetts, atas nama Angkatan Udara Amerika Serikat. Semula perangkat mesin CNC memerlukan biaya yang tinggi dan volume unit pengendali yang besar. Pada tahun 1973, mesin CNC masih sangat mahal sehingga masih sedikit perusahaan yang mempunyai keberanian dalam mempelopori investasi dalam teknologi ini. Dari tahun 1975, produksi mesin CNC mulai berkembang pesat. Perkembangan ini dipacu oleh perkembangan mikroprosesor, sehingga volume unit pengendali dapat lebih ringkas. Dewasa ini penggunaan mesin CNC hampir terdapat di segala bidang. Dari bidang pendidikan dan riset yang mempergunakan alat-alat demikian dihasilkan berbagai hasil penelitian yang bermanfaat yang tidak terasa sudah banyak digunakan dalam kehidupan sehari-hari masyarakat banyak (Kuspriyanto & Hari Saputro 5).
2.2.1 Gerakan Sumbu Utama Mesin CNC
Sistem persumbuan pada mesin CNC diatur berdasarkan standar ISO 841 dan DIN 66217. Untuk berbagai macam mesin, sistem penentuan sumbunya mengikuti kaidah tangan kanan. Telapak tangan kanan pada posisi menghadap ke atas, Jari tengah diatur arahnya tegak lurus bidang telapak tangan, jari telunjuk searah dengan telapak tangan, sedangkan ibu jari diatur tegak lurus dengan telunjuk dan sebidang dengan telapak tangan.(Tim Fakultas Teknik 9).

Gambar 2.3 Sistem Persumbuan Mesin CNC
Sumber: Wirawan Sumbodo 4
2.2.2 Pemrograman absolut
Pemrograman absolut adalah pemrogramman yang dalam menentukan titik koordinatnya selalu mengacu pada titik nol benda kerja. Kedudukan titik dalam benda kerja selalu berawal dari titik nol sebagai acuan pengukurannya. Sebagai titik referensi benda kerja letak titik nol sendiri ditentukan berdasarkan bentuk benda kerja dan keefektifan program yang akan dibuat. Penentuan titik nol mengacu pada titik nol benda kerja. Pada pemrogramman benda kerja yang rumit, melalui kode G tertentu titik nol benda kerja bisa dipindah sesuai kebutuhan untuk memudahkan pemrogramman dan untuk menghindari kesalahan pengukuran. Pemrogramman absolut dikenal juga dengan sistem pemrogramman mutlak, di mana pergerakan alat potong mengacu pada titik nol benda kerja. Kelebihan dari sistem ini bila terjadi kesalahan pemrogramman hanya berdampak pada titik yang bersangkutan, sehingga lebih mudah dalam melakukan koreksi. Berikut ini contoh pengukuran dengan menggunakan metode absolut (Wirawan Sumbodo 4).

Gambar 2.4 Pengukuran Metode Absolut
Sumber: Wirawan Sumbodo 4
2.2.3 Pemrogramman Relatif (Inkremental)
Pemrogramman Inkremental adalah pemrogramman yang pengukuran lintasannya selalu mengacu pada titik akhir dari suatu pengukuran. Titik akhir suatu lintasan merupakan titik awal untuk pengukuran lintasan berikutnya atau penentuan koordinatmya berdasarkan pada perubahan panjang pada sumbu (X) dan perubahan panjang lintasan sumbu (Y). Titik nol benda kerja mengacu pada titik nol sebagai titik referensi awal, letak titik nol benda kerja ditentukan berdasarkan bentuk benda kerja dan keefektifan program yang akan dibuatnya. Penentuan titik koordinat berikutnya mengacu pada titik akhir suatu lintasan. Sistem pemrogramman inkremental dikenal juga dengan sistem pemrogramman berantai atau relative koordinat. Penentuan pergerakan alat potong dari titik satu ke titik berikutnya mengacu pada titik pemberhentian terakhir alat potong. Penentuan titik setahap demi setahap. Kelemahan dari sistem pemrogramman ini, bila terjadi kesalahan dalam penentuan titik koordinat, penyimpangannya akan semakin besar. Berikut ini contoh dari pengukuran inkremental (Wirawan Sumbodo 4).


Gambar 2.5 Pengukuran metode inkremental
Sumber: Wirawan Sumbodo 4
2.2.4 Pemrograman NC
Dalam pengoperasian mesin perkakas CNC, karena program merupakan perangkat lunak pengendali yang mengatur jalannya proses pemesinan suatu produk pada mesin perkakas CNC. Fungsi tersebut menyebabkan program NC juga sangat menentukan kualitas geometri produk yang dihasilkan. Program NC mempunyai sifat sangat spesifik dan khusus, artinya bahwa sebuah program NC, dibuat khusus hanya untuk pembuatan produk dengan bentuk dan ukuran (geometri) tertentu. Jika ingin membuat produk lain dengan bentuk dan ukuran yang berbeda, harus dibuat program NC baru yang khusus untuk mengerjakan produk baru tersebut. Program NC bersifat spesifik mempunyai pengertian bahwa program diperuntukkan hanya untuk mesin dengan jenis tertentu dan system kontrol yang tertentu pula. Untuk mesin dengan jenis yang berbeda, misalnya Mesin Frais dengan Mesin Bubut program NC-nya akan berbeda.
Program NC sebenarnya merupakan urutan dari sejumlah perintah logis, yang disusun dalam bentuk kode-kode perintah yang dimengerti oleh unit kontrol mesin (machine control unit). Kode-kode perintah yang tersusun dalam urutan sedemikian rupa tersebut, secara keseluruhan merupakan satu kebulatan perintah dalam rangka pembuatan suatu produk pada suatu mesin perkakas CNC.
Program NC juga merupakan urutan sejumlah block yang dimulai dengan suatu block program start dan diakhiri dengan blok program end. Setiap block terdiri atas sejumlah word (kombinasi huruf/alamat dan kode angka). Setiap block digunakan aturan urutan word yang tetap, yang dimulai dengan sequence word (N...). Dalam kebanyakan hal programmer dapat secara bebas menuliskan urutan wordnya. Bahasa manual yang digunakan pada sistem kontrol mesin-mesin NC pada umumnya berorientasi pada kode International Standart Organization (ISO) dan kode Electrical Industries Assosition (EIA). Dua word yang terpenting dalam bahasa manual ini adalah word dengan kode G dan kode M, sehingga sering kali bahasa manual ini dinamakan bahasa kode G dan cara pemogramannya dinamakan G Code Program.
Word dengan kode G dinamakan fungsi persiapan perintah gerakan pahat (preparatory function) karena word tersebut berkaitan persiapan perintah gerakan pahat (pahat relatif terhadap benda kerja). Word dengan kode M disebut sebagai fungsi tambahan sebab berhubungan dengan perintah-perintah untuk berbagai fungsi mesin NC. Suatu program NC, dilihat dari segi struktur isinya terdiri dari tiga bagian utama, yaitu bagian pembuka, bagian isi, dan bagian penutup. Bagian pembuka selalu terletak pada bagian awal program, bagian isi terletak pada bagian tengah, dan bagian penutup terletak pada bagian akhir program (Widarto 3).
Tabel 2.1 Contoh struktur program NC

Sumber: Widarto 3
Bagian pembuka adalah bagian awal program yang berisi perintah-perintah pengoperasian awal suatu mesin perkakas, sebelum langkah pemesinan utama (penyayatan) dimulai. Perintah-perintah yang termasuk dalam bagian pembuka adalah :
a. Perintah memindah titik nol mesin ke posisi tertentu agar berimpit dengan titik nol benda kerja. Perintah ini disebut pemindahan titik nol mesin Position Shift Offset (PSO)
b. Perintah pemilihan sistem pemrograman, apakah dikehendaki mesin bekerja dengan sistem absolut atau inkremental
c. Perintah menentukan jumlah putaran spindel mesin dan arah putarannya
d. Perintah menentukan besarnya kecepatan pemakanan (feeding)
e. Perintah mengalirkan air pendingin.
Perintah-perintah pada bagian isi meliputi perintah gerak relatif alat sayat terhadap benda kerja menuju titik-titik koordinat yang telah ditentukan guna melakukan proses penyayatan. Proses-proses ini dapat berupa gerak interpolasi lurus, interpolasi radius, gerakan pemosisian, membuat lubang (drilling), proses penguliran (threading), pembuatan alur (grooving), dan sebagainya tergantung dari bentuk geometri produk yang akan dihasilkan. Bagian penutup program berisi perintah-perintah untuk mengakhiri suatu proses pemesinan. Inti perintahnya adalah menyuruh mesin berhenti untuk melepas benda kerja yang telah selesai dikerjakan, dan memasang benda kerja baru untuk proses pembuatan produk sejenis berikutnya. Perintah pada bagian penutup adalah perintah yang berfungsi membatalkan perintah yuang diberikan pada bagian pembuka (Widarto 3).
2.2.5 Konstruksi Program NC
Program CNC adalah sejumlah urutan perintah logis yang disusun dengan kode-kode huruf dan angka yang bisa dimengerti oleh unit kontrol mesin. Program CNC dibuat khusus untuk suatu mesin tertentu dan untuk pembuatan produk tertentu.
Secara umum, program NC memiliki konstruksi tertentu, yaitu kode atau perintah pendahuluan, dan perintah pembantu. Perintah pendahuluan umumnya menggunakan kode G, sedang perintah pembantu menggunakan fungsi M. Program NC, selain kode G dan M, di dalamnya terdiri dari sejumlah kode-kode perintah yang tersusun dalam bentuk kombinasi huruf-huruf tertentu dan angka. Kode berupa huruf, misalnya N, G, S, F, H, I, J, T, N, K, D, X, Y, Z, dan angka 0 sampai 9 disebut adres. Suatu kode huruf yang di belakangnya diikuti angka (kombinasi huruf dan angka) disebut “kata” (word). Gabungan dari beberapa kata disebut “blok”.
“Blok” merupakan gabungan dari beberapa kata yang membentuk satu tahapan perintah, misalnya eretan melintang bergerak lurus sejauh 4 mm mendekati sumbu dengan kecepatan 80 mm/menit. Di dalam sebuah program CNC satu tahapan perintah ditulis dalam satu baris, berarti “blok” adalah gabungan beberapa kata yang ditulis dalam satu baris program. Komputer (unit kontrol) mesin membaca dan menjalankan program per satu blok, bukan per kata (Widarto 3).
2.2.6 Kode G (G-Code) dan Fungsi M
Tabel 2.2 Kode G dan Fungsinya

Sumber: Widarto 3
Tabel 2.3 Kode Fungsi M dan Artinya

Sumber: Widarto 3
2.3 Perhitungan Elemen-Elemen Pemotongan
Dalam melakukan perhitungan elemen-elemen pemotongan, sebagai langkah awal yang harus diketahui adalah jenis material yang akan dipotong dan jenis material pahat potong yang akan digunakan, selanjutnya dimasukkan ke dalam rumus perhitungan. Dalam penelitian ini proses yang dilakukan adalah proses milling.
2.3.1 Kecepatan Potong
Kecepatan potong adalah suatu harga yang diperlukan dalam menentukan kecepatan pada proses penyayatan atau pemotongan benda kerja. Harga kecepatan potong tersebut ditentukan oleh jenis alat potong dan jenis benda kerja yang dipotong. Adapun rumus dasar untuk menentukkan kecepatan potong adalah
Dimana:
Vs = Kecepatan potong (m/menit)
d = Diameter pisau (mm)
S = Kecepatan putar spindle (rpm)
Π = 3,14
faktor-faktor yang mempengaruhi harga kecepatan potong meliputi:
1). Bahan benda kerja/material Semakin tinggi kekuatan bahan yang dipotong, maka harga kecepatan potongnya semakin kecil.
2). Jenis alat potong semakin tinggi kekuatan alat potongnya, maka harga kecepatan potongnya semakin besar.
3). besarnya kecepatan penyayatan/asutan semakin besar jarak asutan, maka kecepatan potongnya semakin kecil.
4). kedalaman penyayatan/pemotongan semakin tebal penyayatan, maka harga kecepatan potongnya semakin kecil.
2.3.2 Jumlah putaran
Jika harga kecepatan potong benda kerja diketahui, maka jumlah putaran sumbu utama dapat dihitung dengan ketentuan :
Widarto 3 menyebutkan…………….

Dimana:
n = Jumlah putaran (rpm)
Vc = Kecepatan potong (m/menit).
d = Diameter benda kerja (mm).
Π = 3,14
2.3.3 Kecepatan asutan (F)
Secara teoritis kecepatan asutan bisa dihitung dengan rumus :
Widarto 3 menyebutkan…………….

Dimana:
F = Kecepatan asutan
n = Jumlah putaran dalam put/menit
fpt = Feed per teeth dalam mm
Zn = Jumlah gigi pisau
2.3.4 Perhitungan waktu pengerjaan (T)
Wirawan Sumbodo 4 menyebutkan…………….

Dimana :
L = Panjang Benda Kerja (mm)
T = Waktu Pengerjaan (menit)
i = Frekuensi pemakanan
F = f, zn, dan n
BAB III
METODE SIMULASI
3.1. Prosedur Simulasi
Dalam melaksanakan Simulasi ini, Prosedur atau langkah-langkah yang dilakukan adalah sebagai berikut :
a. Melakukan survey ke Mesjid Raya Baiturrahman
b. Mempelajari literatur-literatur yang berhubungan dengan simulasi ini
c. Membuat gambar kerja dengan menggunakan SolidWorks 2008
d. Gambar yang telah dibuat diconvert ke dalam MasterCam X
e. Persiapan pemrograman dengan MasterCam X
f. Melakukan simulasi animasi manufaktur dengan MasterCam X
3.2. Perangkat Yang Digunakan Dalam Simulasi
Perangkat yang digunakan dalam penulisan tugas akhir ini adalah perangkat keras (hardware) dan perangkat lunak (software).
3.2.1 Perangkat keras (hardware)
Dalam penulisan tugas akhir ini digunakan satu unit komputer yang mendukung perangkat lunak (software) dengan spesifikasi yaitu :
Merk : Aspire 4720Z 3A0512Mi
CPU : Intel Dual-core Processor T2390
LCD : 14,1” Crystal Eye
RAM : 1 GB
HDD : 160 GB
3.2.2 Perangkat lunak (software)
Untuk mendapatkan NC, program yang kompleks digunakan software MasterCam X. Dengan memakai software ini, maka kebutuhan memori mesin dapat kita hematkan.
3.3 Bentuk Gambar Yang Dirancang dengan SolidWorks 2008
Dalam perencanaan Proses pembuatan Gambar Cendramata Mesjid Raya Baiturrahman terdapat 2 bagian pokok Gambar yang terdiri dari Gambar female dan male. Diagram pohonnya dapat dilihat dilampiran H, halaman 93.
3.3.1 Bentuk Gambar Female
Bentuk gambar female terdiri dari beberapa bagian perencanaan yang digambar dengan Sofware SolidWork 2008 yang terdiri dari beberapa potongan diantara dijelaskan sbb:
1. Dimensi Awal Gambar Benda Kerja
Dimensi awal Gambar kerja yang digunakan untuk proses pembuatan Cendramata Mesjid Raya Baiturrahman yang direncanakan adalah panjang 285.6 mm, lebar 218 mm tebal 43.2 mm, kondisi ini merupakan dimensi luar gambar kerja.


Gambar 3.1 Dimensi Awal Gambar Kerja.
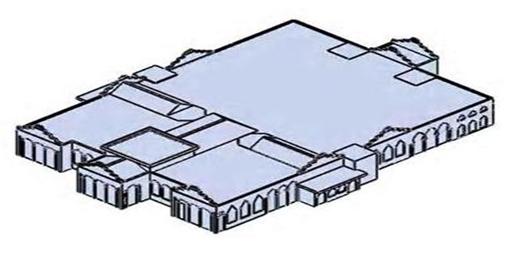
Gambar 3.2 Hasil Gambar 3 Dimensi
2. Bentuk Gambar Arah Pandang Depan
Bentuk Gambar arah pandang Depan yang berfungsi sebagai Pintu masuk kedalam mesjid. Dengan perencanaannya, terdiri dari 3 pintu 2 jendela, dan tinggi 43,20 mm, panjang 180 mm.

Gambar 3.3 Bentuk Gambar Depan Mesjid
2. Bentuk Gambar Arah Pandang Belakang
Bentuk Gambar arah pandang Belakang yang berfungsi sebagai tempat kantor administrasi mesjid. Dengan perencanaan Gambar belakang terdiri dari 2 tampak jendela dari sisi kanan dan kiri, dan satu pintu. Dengan panjang Gambar 180 mm, tinggi 43,20 mm.

Gambar 3.4 Bentuk Gambar Belakang Mesjid
3. Bentuk Gambar Arah Pandang Sebelah Kanan
Bentuk gambar arah pandang kanan yang berfungsi sebagai pintu masuk kedalam mesjid dan aula mesjid. Dengan perencanaan Gambar sebelah kanan terdiri dari Panjang 250 mm, dan tinggi 43,20 mm dengan diameter kedalaman jendela dan pintu masing-masing 1 mm.

Gambar 3.5 Bentuk Gambar Sebelah Kanan Mesjid
4. Bentuk Gambar Arah Pandang Sebelah Kiri
Bentuk gambar arah pandang kiri yang berfungsi sebagai pintu masuk dalam mesjid dan perpustakaan mesjid. Gambar sebelah kiri terdiri dari panjang 250 mm, tinggi 43,20 mm.

Gambar 3.6 Bentuk Gambar Sebelah Kiri Mesjid
5. Bentuk Gambar Pandangan Atas
Bentuk Gambar atas terdiri dari panjang gambar 285 mm, dan lebar gambar 218 mm.

Gambar 3.7 Bentuk Gambar Atas Mesjid
3.4.2 Bentuk Gambar Male
Dalam perencanaan pembuatan Gambar Male, Bentuk Gambar Male terdiri dari Menara samping 2 unit, Menara Belakang 2 unit, Kubah Tengah 2 unit, dan Kubah Depan 2 unit. Setiap Bentuk Gambar Male Mempunyai Dimensi yang sama dan ukuran yang sama. Maka Gambar Male jumlah keseluruhannya 8 unit perencanaan pembuatannya.
1. Bentuk Gambar Menara Samping
Bentuk Gambar kerja dengan tinggi 81,80 mm, lebarnya 19 mm, panjang 19 mm dengan Radius kubahnya 7,45 mm dan sudut atas 6,32 mm.

Gambar 3.8 Bentuk Gambar Menara Samping
2. Bentuk Gambar Menara Belakang
Bentuk Gambar dengan tinggi 63,20 mm dengan panjangnya 19 mm, lebarnya 19 mm. dengan Radius kubahnya 4,91 mm dan sudut atas 10,05 mm.

Gambar 3.9 Bentuk Gambar Menara Belakang
3. Bentuk Gambar Kubah Tengah
Bentuk Gambar kerja dengan panjangnya 30 mm, tingginya 30 mm, lebarnya 30 mm dengan Radius kubahnya 8,49 mm dan sudut atas 10,15 mm.

Gambar 3.10 Bentuk Gambar Kubah Tengah
4. Bentuk Gambar Kubah Depan
Bentuk Gambar kerja dengan tingginya 30,22 mm, panjang 40 mm dengan lebar 40 mm dan Radius kubahnya 6,49 mm dan sudut atas 23,35 mm.

Gambar 3.11 Bentuk Gambar Kubah Depan
3.4 Diagram Alir Proses Perencanaan Pembuatan Cendramata Mesjid Raya Baiturrahman

Gambar 3.12 Diagram Alir Proses Perencanaan Pembuatan Cendramata Mesjid Raya Baiturrahman.
BAB IV
HASIL DAN PEMBAHASAN
Pada bab ini akan diuraikan hasil-hasil dari pengolahan data dan pembahasan yang mengacu pada teori-teori serta pembahasan dari pokok permasalahan. Perhitungan dititik beratkan pada peninjauan terhadap Proses Perencanaan Pembuatan Cendramata Mesjid Raya Baiturrahman yang menghasilkan kode G.
4.1 Hasil Penentuan Kondisi Pemotongan
Dalam mendapatkan pengkondisiaan pemotongan yang mendekati pada mesin CNC, maka bentuk feature dan jenis tools direncanakan sesuai dengan literature. Perencanaan proses permesinan pada tiap sisi pengerjaan pemakanan benda kerja diupayakan selesai sampai dengan ukuran geometri sesuai dengan perencanaan.
Adapun tools yang digunakan pada proses perencanaan pembuatan Cendramata Mesjid Raya Baiturrahman dengan menggunakan simulasi MasterCam X dalah jenis pahat potong HSS Flat End-Mill dengan diameter tools 12 mm untuk pemotongan awal dan pahat HSS Ball End-Mill dengan diameter pahat 4 mm untuk finishing.
Adapun sebagai contoh perhitungan variabel kondisi pemotongan pada Proses perencanaan pembuatan Cendramata Mesjid Raya Baiturrahman adalah dibagi menjadi 2 bagian perencanaan diantaranya:
4.1.1 Bagian Female
Perhitungan variable untuk bagian female untuk pahat HSS Flat End Mill dan Ball End Mill, dengan diameter pahat 12 mm dan 4 mm adalah sbb :
1. HSS Flat End-Mill, dengan diameter 12 mm, jumlah gigi 2 buah dan kecepatan potongnya untuk jenis bahan Aluminium 45 m/min, kecepatan pemakanan pergiginya adalah = 0.05 mm/min. Dengan Panjang benda kerja 285.6 mm, Lebar 218 mm dan Tebal 25.20 mm.
Ø Jumlah putaran mesin

Ø Kecepatan penyayatan/gerak makan pergigi

ØPerhitungan waktu pengerjaan

2. HSS Ball End-Mill, dengan diameter 4 mm, jumlah gigi 2 buah dan kecepatan potong untuk jenis bahan Aluminium 75 m/min, kecepatan pemakanan pergiginya adalah = 0.05 mm/min. Dengan Panjang benda kerja 285.6 mm, Lebar 218 mm dan Tebal 25.20 mm.
Ø Jumlah putaran mesin

Ø Kecepatan penyayatan/gerak makan pergigi

Ø Perhitungan waktu pengerjaan

Dengan cara perhitungan yang sama, maka untuk nilai variabel kondisi pemotongan untuk simulasi pemesinan lainnya adalah seperti pada tabel berikut ini:
Tabel 4.1 Hasil perhitungan Kondisi pemotongan pada Roughing Bagian Female
No | Tools | V (m/min) | F (mm/min) | n (rpm) | Vf (mm/min) | T | |||
ø (mm) | Z (gigi) | L | i | menit | |||||
1 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 297.6 | 22 | 54.83 |
2 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 192 | 7 | 11.25 |
3 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 192 | 6 | 9.64 |
4 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 262 | 6 | 13.16 |
5 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 262 | 6 | 13.16 |
Total waktu pengerjaan | 102.04 menit | ||||||||
Tabel 4.2 Hasil perhitungan Kondisi pemotongan Finishing Bagian Female
No | Tools | V (m/min) | F (mm/min) | n (rpm) | Vf (mm/min) | T | |||
ø (mm) | Z (gigi) | L | i | menit | |||||
1 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 289.6 | 59 | 28.61 |
2 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 184 | 18 | 5.54 |
3 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 184 | 17 | 5.23 |
4 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 254 | 24 | 7.23 |
5 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 254 | 17 | 7.23 |
Total waktu pengerjaan | 53.84 menit | ||||||||
4.1.2 Bagian male
Tabel 4.3 Hasil perhitungan Kondisi pemotongan pada Roughing dan finishing Menara Samping
No. | Tools | V (m/min) | F (mm/min) | n (rpm) | Vf (mm/min) | T | |||
ø (mm) | Z (gigi) | L | i | menit | |||||
1 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 31 | 5 | 1.29 |
2 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 31 | 7 | 1.81 |
3 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 70 | 5 | 0.58 |
4 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 70 | 5 | 0.58 |
5 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 85.7 | 7 | 0.86 |
6 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 85.7 | 7 | 0.86 |
7 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 23 | 14 | 0.53 |
Total waktu pengerjaan | 6.51 menit | ||||||||
Tabel 4.4 Hasil perhitungan pemotongan pada Roughing dan finishing Menara Belakang
Tabel 4.5 Hasil perhitungan Kondisi pemotongan pada Roughing dan finishing Kubah Tengah
No. | Tools | V (m/min) | F (mm/min) | n (rpm) | Vf (mm/min) | T | |||
ø (mm) | Z (gigi) | L | i | menit | |||||
1 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 31 | 6 | 1.55 |
2 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 31 | 5 | 1.29 |
3 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 67.26 | 8 | 0.90 |
4 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 67.26 | 8 | 0.90 |
5 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 53.70 | 7 | 0.62 |
6 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 53.70 | 7 | 0.62 |
7 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 15.56 | 9 | 0.34 |
Total waktu pengerjaan | 6.22 menit | ||||||||
No. | Tools | V (m/min) | F (mm/min) | n (rpm) | Vf (mm/min) | T | |||
ø (mm) | Z (gigi) | L | i | menit | |||||
1 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 42 | 5 | 1.75 |
2 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 42 | 4 | 1.40 |
3 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 34 | 12 | 0.68 |
4 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 34 | 12 | 0.68 |
5 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 34 | 16 | 0.91 |
Total waktu pengerjaan | 5.42 menit | ||||||||
Tabel 4.6 Hasil perhitungan Kondisi pemotongan pada Roughing dan finishing Kubah Depan
No. | Tools | V (m/min) | F (mm/min) | n (rpm) | Vf (mm/min) | T | |||
ø (mm) | Z (gigi) | L | i | menit | |||||
1 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 52 | 6 | 2.61 |
2 | 12 | 2 | 45 | 0.05 | 1194 | 119.4 | 52 | 5 | 2.17 |
3 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 44 | 15 | 1.10 |
4 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 44 | 15 | 1.10 |
5 | 4 | 2 | 75 | 0.05 | 5971 | 597.1 | 44 | 16 | 1.17 |
Total waktu pengerjaan | 8.15 menit | ||||||||
Tabel 4.7 Hasil keseluruhan waktu pengerjaan pemotongan Female dan Male
NO. | Bagian pemotongan | Jenis Tool | Tools | Waktu (menit) | |
ø (mm) | Z (gigi) | ||||
1. | Female | Flat End-mill Flat End-mill | 12 4 | 2 2 | 155.88 |
2. | male | Flat End-mill Ball End-mill | 12 4 | 2 2 | 26.30 |
Total waktu pemotongan antara female dan male | 182.18 menit. | ||||
4.2 Penentuan Toolpaths
Penentuan toolpath dapat mengefesiensikan waktu produksi juga bisa menghasilkan permukaan yang lebih bagus dan memperpanjang umur pakai alat potong. Setelah penentuan semua parameter alat potong, maka kita bisa melihat toolpath yang paling optimum dihasilkan oleh software mastercam X. Simulasi alat potong memperlihatkan kondisi pemotongan yang akan dilalui pada path tersebut. Pada penelitian ini lintasan path di variasi berdasarkan jenis path yang tersedia pada software mastercam X. Terdapat 8 tipe path di antaranya zig-zag, constant overlap spiral, parallel spiral, parallel spiral clean corners, morph spiral, high speed, one way, dan true spiral. Sebagaimana ditunjukkan pada gambar 4.1
|

Gambar 4.1 Jenis lintasan pahat pada MasterCam X
Lintasan pahat yang diambil dalam penelitian ini terbagi menjadi dua, yaitu lintasan pahat untuk permesinan awal (roughing) dan lintasan pahat untuk permesinan akhir (finishing). Dimana pada proses roughing menggunakan alat potong HSS flat end mill sebesar 12 mm dan pada proses finishing menggunakan alat potong jenis HSS Ball End Mill dengan diameter 4 mm toleransi pemotongannya sebesar 0.025 mm.
4.2.1 Jenis Toolpaths dan lintasan pahat hasil simulasi untuk Female
Tabel 4.7. Jenis Lintasan pahat bagian atas (BACK)
No | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 08.28 s | 25.2 mm |
2 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 20.70 s | 25.2 mm |
Tabel 4.8. Jenis Lintasan pahat bagian depan (TOP)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 00.82 s | 26.8 mm |
2 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 07.53 s | 26.8 mm |
Tabel 4.9. Jenis Lintasan pahat bagian belakang (BOTTOM)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 01.10 s | 21.8 mm |
2 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 05.22 s | 21.8 mm |
Tabel 4.10. Jenis Lintasan pahat bagian kanan (RIGHT SIDE)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 01.50 s | 20.5 mm |
2 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 07.80 s | 20.5 mm |
Tabel 4.11. Jenis Lintasan pahat bagian kiri (LIFT SIDE)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 01.10 s | 20.5 mm |
2 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 07.05 s | 20.5 mm |
4.2.2 Tabel Hasil simulasi Lintasan Pahat untuk male
Tabel hasil simulasi untuk male merupakan hasil perencanaan yang di uji pada MasterCam x. Berikut adalah hasil-hasil lintasan pahat pada bagian male diantaranya meliputi :
1. Jenis lintasan pahat menara samping
Tabel 4.12. Jenis Lintasan pahat bagian atas (BACK)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Contour | One Way | 12 mm | 6.0 mm | 3.0 mm | 10.05 s | 35.18 mm |
2 | Surface Finish Contour | One Way | 4 mm | 2.0 mm | 1.0 mm | 12.17 s | 35.18 mm |
Tabel 4.13. Jenis Lintasan pahat bagian Bawah (FRONT)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Contour | One Way | 12 mm | 6.0 mm | 3.0 mm | 06.01 s | 50 mm |
Tabel 4.14 Jenis Lintasan pahat bagian kanan (RIGHT SIDE)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 18.38 s | 9.5 mm |
Tabel 4.15 Jenis Lintasan pahat bagian kiri (LIFT SIDE)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 12.04 s | 9.5 mm |
Tabel 4.16 Jenis Lintasan pahat bagian Depan (TOP)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 05.48 s | 5.56 mm |
Tabel 4.17 Jenis Lintasan Pahat bagian Belakang (BOTTOM)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 11.20 s | 5.56 mm |
2. Jenis lintasan pahat menara Belakang
Tabel 4.18 Jenis Lintasan pahat bagian atas (BACK)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Contour | One Way | 12 mm | 6.0 mm | 3.0 mm | 11.82 s | 40.56 mm |
2 | Surface Finish Contour | One Way | 4 mm | 2.0 mm | 1.0 mm | 07.10 s | 15.56 mm |
Tabel 4.19 Jenis Lintasan pahat bagian bawah (FRONT)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Contour | One Way | 12 mm | 6.0 mm | 3.0 mm | 04.35 s | 25.71 mm |
Tabel 4.20 Jenis Lintasan pahat bagian kanan (RIGHT SIDE)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 14.12 s | 9.5 mm |
Tabel 4.21 Jenis Lintasan pahat bagian kiri (LIFT SIDE)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 12.74 s | 9.5 mm |
Tabel 4.22 Jenis Lintasan pahat bagian depan (TOP)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 04.83 s | 15.56 mm |
Tabel 4.23 Jenis Lintasan pahat bagian belakang (BOTTOM)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 07.98 s | 15.56 mm |
3. Jenis lintasan pahat Kubah Depan
Tabel 4.24 Jenis Lintasan pahat bagian atas (BACK)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 08.95 s | 22.22 mm |
2 | Surface Finish Contour | One Way | 4 mm | 2.0 mm | 1.0 mm | 18.91 s | 22.22 mm |
Tabel 4.25 Jenis Lintasan pahat bagian bawah (FRONT)
No | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Contour | One Way | 12 mm | 6.0 mm | 3.0 mm | 02.20 s | 11 mm |
Tabel 4.26 Jenis Lintasan pahat bagian depan (TOP)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 09.93 s | 20 mm |
Tabel 4.27 Jenis Lintasan pahat bagian belakang (BOTTOM)
No. | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 16.94 s | 20 mm |
4. Jenis lintasan pahat Kubah Tengah
Tabel 4.28 Jenis Lintasan pahat bagian atas (TOP)
No | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 12 mm | 6.0 mm | 3.0 mm | 07.78 s | 22 mm |
2 | Surface Finish Contour | One Way | 4 mm | 2.0 mm | 1.0 mm | 16.53 s | 30 mm |
Tabel 4.29 Jenis Lintasan pahat bagian bawah (FRONT)
No | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Contour | One Way | 12 mm | 6.0 mm | 3.0 mm | 02.27 s | 10 mm |
Tabel 4.30 Jenis Lintasan pahat bagian kanan (RIGHT SIDE)
No | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 19.46 s | 15 mm |
Tabel 4.31 Jenis Lintasan pahat bagian Kiri (LEFT SIDE)
No | Nama Toolpaths | Jenis Lintasan Pahat | d | Rough step | Finish step | Waktu | Kedalaman potong |
1 | Surface Finish Parallel | Zigzag | 4 mm | 2.0 mm | 1.0 mm | 18.54 s | 15 mm |
Setelah dilakukan simulasi pemesinan dengan memvariasikan lintasan path pada perencanaan proses pembuatan Mesjid Raya Baiturrahman , maka diketahui bahwa jenis lintasan pahat zig-zag menunjukkan waktu pemesinan lebih optimum dibandingkan dengan jenis lintasan pahat lainnya.
4.3 Hasil Simulasi Bentuk Pemotongan Female Dan Male
4.3.1 Hasil simulasi Pemotongan Female

Gambar 4.2 Simulasi gabungan pergerakan pahat pada roughing dan finishing

Gambar 4.3 Hasil Simulasi gabungan pada Pemotongan female
Untuk Hasil Pemotongan Bagian-Bagian Female sebelum digabung, dapat Dilihat Pada Lampiran A Halaman 52 sampai dengan Halaman 58.
4.3.2 Hasil simulasi Pemotongan male
1. Bentuk Pemotongan Menara Samping

Gambar 4.4 Simulasi gabungan pergerakan pahat pada roughing dan finishing

Gambar 4.5 Hasil Simulasi pada pemotongan Menara Samping
Untuk Hasil Pemotongan Bagian-Bagian Menara Samping sebelum digabung, dapat Dilihat Pada Lampiran B Halaman 59 sampai dengan Halaman 66.
2. Bentuk Pemotongan Menara Belakang

Gambar 4.6 Simulasi gabungan pergerakan pahat pada roughing dan finishing

Gambar 4.7 Hasil Simulasi Manufaktur pada pemotongan Menara Belakang
Untuk Hasil Pemotongan Bagian-Bagian Menara Belakang sebelum digabung, dapat Dilihat Pada Lampiran C Halaman 67 sampai dengan Halaman 74.
3. Bentuk Pemotongan Kubah Tengah

Gambar 4.8 Simulasi gabungan pergerakan pahat pada roughing dan finishing

Gambar 4.9 Hasil Simulasi pada pemotongan Kubah Tengah
Untuk Hasil Pemotongan Bagian-Bagian Kubah Tengah sebelum digabung, dapat Dilihat Pada Lampiran D Halaman 75 sampai dengan Halaman 80.
4. Bentuk Pemotongan Kubah Depan

Gambar 4.10 Simulasi gabungan pergerakan pahat pada roughing dan finishing

Gambar 4.11 Hasil Simulasi pada pemotongan Kubah Depan
Untuk Hasil Pemotongan Bagian-Bagian Kubah Depan sebelum digabung, dapat dilihat Pada Lampiran E Halaman 81 sampai dengan Halaman 86.
4.4 Intruksi pemotongan Dalam bentuk kode G
Dari Hasil proses perencanaan pembuatan Cendramata Mesjid Raya Baiturrahman bagian female dan male dengan menggunakan software MasterCam X yang menghasilkan kode G yang gunanya dikirim kedalam mesin CNC dengan perantara Kabel RS232 untuk melakukan proses pemesinan adalah sebagai berikut:
4.4.1 Intruksi Kode G untuk bagian female

Gambar 4.12 Tampilan program NC untuk bagian female
4.4.2 Intruksi Kode G untuk bagian male
Intruksi Kode G untuk Bagian Male Dibagi Menjadi beberapa bagian diantaranya Untuk pemotongan Menara Samping, Menara Belakang, Kubah Tengah Dan Kubah Depan.

Gambar 4.13 Tampilan program NC untuk bagian male
Untuk Hasil Pemotongan dan Intruksi kode G Bagian-Bagian Female Dan Male sebelum digabung, dapat Dilihat Pada Lampiran I Halaman 95 sampai dengan Halaman 138.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil proses perencanaan pembuatan Cendramata Mesjid Raya Baiturrahman dengan Simulasi Manufaktur MasterCam X dapat diambil kesimpulan yaitu:
1. Pembuatan lintasan pahat dilakukan dengan proses roughing dan finishing, kedua proses tersebut memiliki langkah, hasil, dan tujuan yang berbeda dalam pembuatan lintasan pahat. Proses roughing bertujuan untuk menghilangkan material yang tidak diperlukan secepat mungkin hingga di dapat bentuk yang mendekati bentuk akhir. Kemudian proses finishing bertujuan untuk mendapatkan produk akhir yang diinginkan.
2. Untuk mendapatkan efisiensi waktu produksi dan hasil yang lebih bagus sangat tergantung dari pemilihan toolpath parameters dan cutting method. Dari 2 cutting method yang kita lakukan simulasi pada software mastercam, didapat cuting method zig-zag yang mempunyai efisiensi waktu yang baik dengan toolpath parameter yang sama.
3. Kode G yang didapat pada software Mastercam X sangat mendukung untuk proses permesinan dengan menggunakan mesin CNC.
5.2 Saran
Pada Proses Perencanaan Pembuatan Cendramata Mesjid Raya Baiturrahman, penulis menyarankan dari bentuk perencanaan yang telah dibuat dalam sebuah simulasi dapat dikembangkan ke proses pengerjaan pemesinan.
KEPUSTAKAAN
1. Rochim, Taufiq. 1993 “Pemrograman NC”. ITB. Bandung.
2. Rochim, Taufiq. 1993. Teori dan Teknologi Proses Permesinan. ITB. Bandung.
3. Widarto, 2008, Teknik Pemesinan Jilid II Untuk SMK, Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah. Jakarta.
4. Wirawan Sumbodo, 2008. Teknik Produksi Mesin Industri Jilid II Untuk SMK. Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah. Jakarta.
5. Kuspriyanto & Hari Seputro, 2010, “Mesin CNC”, termuat di : http://www.oocities.com/hari seputro/MESIN CNC, diakses 12 November 2010.
6. Prabowo, Sigit Agung. 2009. Solidworks 2009. Yokyakarta.
7. Beginner Training Tutorials, termuat di www.inhousesolutions.com, di akses 02 Desember 2009.
8. MasterCam mill Version 9/Design Tutorial (Metric Version), termuat di http://www.emastercam.com, diakses 17 Desember 2010.
9. Tim Fakultas Teknik, 2004, ‘‘Memprogram Mesin CNC Dasar”, Universitas Negeri Yogyakarta.
LAMPIRAN A. Pemotongan Bagian Female pada MasterCam X A.1
Flowchart pemotongan bagian Female

Gambar. A.1 Flowchart Pemotongan Bagian Female
LAMPIRAN A. Pemotongan Bagian Female pada MasterCam X A.2
Pemotongan Atas (BACK)

pada Roughing dan Finishing.

Gambar A.3 Hasil Simulasi Manufaktur Pemotongan bagian Atas (BACK)
Bentuk Pemotongan Depan (TOP)

Gambar A.4 Hasil simulasi Bentuk Pemotongan Depan (TOP) Pada
Roughing dan Finishing

Gambar A. 5 Hasil Simulasi Manufaktur Pemotongan bagian Depan (TOP)
Bentuk Pemotongan Belakang (BOTTOM)

Gambar A. 6 Hasil simulasi Bentuk Pemotongan Belakang (BOTTOM)
pada Roughing dan Finishing

Gambar A.7 Hasil Simulasi Manufaktur Pemotongan bagian
Belakang (BOTTOM)
Bentuk Pemotongan Bagian Kanan (RIGHT SIDE)

Gambar A.8. Hasil simulasi Bentuk Pemotongan Bagian Kanan (RIGHT SIDE) pada Roughing
dan Finishing
dan Finishing

Gambar A.9 Hasil Simulasi Manufaktur Pemotongan bagian Kanan (BOTTOM)
Bentuk Pemotongan Bagian Kiri (LEFT SIDE)

Gambar A.10 Hasil simulasi Bentuk Pemotongan Bagian Kiri (LEFT SIDE) pada Roughing dan Finishing

Gambar A.11 Hasil Simulasi Manufaktur Pemotongan bagian Kiri (LEFT SIDE)
Bentuk Hasil Gabungan pada pemotongan bagian Female

Gambar A.12 Bentuk Hasil Gabungan Pemotongan Bagian Female
pada Roughing dan Finishing

Gambar A.13 Hasil Simulasi Manufaktur pada pemotongan bagian Female
LAMPIRAN B. Pemotongan Bagian Female pada MasterCam X B.1
Pemotongan Bagian Atas (BACK)

Gambar B.1 Hasil simulasi Bentuk Pemotongan Bagian Atas (BACK) pada Roughing dan Finishing

Gambar B.2 Hasil Simulasi Manufaktur Pemotongan bagian Atas (BACK)
Pemotongan bagian Bawah (FRONT)

Gambar B.3 Hasil simulasi Bentuk Pemotongan Bagian Bawah (FRONT) pada Roughing dan Finishing

Gambar B.4 Hasil Simulasi Manufaktur Pemotongan bagian Bawah (FRONT)
Pemotongan Bagian Depan (TOP)

Gambar B.5 Hasil simulasi Bentuk Pemotongan Bagian Depan (TOP)

Gambar B.6 Hasil Simulasi Manufaktur Pemotongan bagian Depan (TOP)
Pemotongan Bagian Belakang (BOTTOM)

Gambar B.7 Hasil simulasi Bentuk Pemotongan Bagian Belakang (BOTTOM) Roughing dan Finishing

Gambar B.8 Hasil Simulasi Manufaktur Pemotongan bagian Belakang (BOTTOM)
Pemotongan Bagian Kanan (RIGHT SIDE)

Gambar B.9 Hasil simulasi Bentuk Pemotongan Bagian Kanan
(RIGHT SIDE)

Gambar B.10 Hasil Simulasi Manufaktur Pemotongan bagian Kanan
(RIGHT SIDE)
Pemotongan Bagian Kiri (LEFT SIDE)

Gambar B.11 Hasil simulasi Bentuk Pemotongan Bagian Kiri (LEFT SIDE)

Gambar B.12 Hasil Simulasi Manufaktur Pemotongan bagian Kiri
(LEFT SIDE)
Bentuk pemotongan Gabungan Menara Samping

Gambar B.13 Bentuk Gabungan Simulasi Pemotongan Menara Samping

Gambar B.14 Hasil Simulasi Manufaktur Pemotongan bagian Menara Samping
LAMPIRAN C. Pemotongan Bagian Male pada MasterCam X C.1
Pemotongan Bagian Atas (BACK

Gambar C.1 Hasil simulasi Bentuk Pemotongan Bagian Atas (BACK)
pada Roughing dan Finishing

Gambar C.2 Hasil Simulasi Manufaktur Pemotongan bagian Atas (TOP)
Pemotongan Bagian Bawah (FRONT)

Gambar C.3 Hasil simulasi Bentuk Pemotongan Bagian Bawah (FRONT)
pada Roughing dan Finishing

Gambar C.4 Hasil Simulasi Manufaktur Pemotongan bagian Bawah (FRONT)
Pemotongan Bagian Kanan (RIGHT SIDE)

Gambar C.5 Hasil simulasi Bentuk Pemotongan Bagian Kanan
(RIGHT SIDE) pada Roughing dan Finishing

Gambar C.6 Hasil Simulasi Manufaktur Pemotongan bagian Kanan
(RIGHT SIDE)
Pemotongan Bagian Kiri (LEFT SIDE)

Gambar C.7 Hasil simulasi Bentuk Pemotongan Bagian Kiri (LEFT SIDE)
pada Roughing dan Finishing

Gambar C.8 Hasil Simulasi Manufaktur Pemotongan bagian Kiri (LEFT SIDE)
Hasil Bentuk Gabungan pada pemotongan Menara Belakang

Gambar C.9 Bentuk Hasil Gabungan Pemotongan Bagian Menara Belakang
pada Roughing dan Finishing

Gambar C.10 Hasil Simulasi Manufaktur Pemotongan bagian Menara Belakang
LAMPIRAN D. Pemotongan Bagian Male pada MasterCam X D.1
Bentuk pemotongan Bagian Atas (BACK)

Gambar D. 1 Hasil simulasi Bentuk Pemotongan Bagian Atas (BACK)
pada Roughing dan Finishing

Gambar D. 2Hasil Simulasi Manufaktur Pemotongan bagian Atas (BACK)
Bentuk Pemotongan Bagian Bawah (FRONT)

Gambar D. 3 Hasil simulasi Bentuk Pemotongan Bagian Bawah
(FRONT) pada Roughing dan Finishing

Gambar D. 4 Hasil Simulasi Manufaktur Pemotongan bagian Bawah (FRONT)
Bentuk Pemotongan Bagian Kanan (RIGHT SIDE)

Gambar D. 6 Hasil simulasi Bentuk Pemotongan Bagian Kanan (RIGHT SIDE) pada Roughing dan Finishing

Gambar D. 7 Hasil Simulasi Manufaktur Pemotongan bagian Kanan
(RIGHT SIDE)
Bentuk Pemotongan Bagian Kiri (LEFT SIDE)

Gambar D. 8 Hasil simulasi Bentuk Pemotongan Bagian Kiri (LEFT SIDE)
pada Roughing dan Finishing

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Gambar D. 9 Hasil Simulasi Manufaktur Pemotongan bagian Kiri
(LEFT SIDE)
Bentuk Hasil Gabungan pada pemotongan Kubah Tengah

Gambar D.10 Bentuk Hasil Gabungan Pemotongan Kubah Tengah
pada Roughing dan Finishing

Gambar D.11 Hasil Simulasi Manufaktur Pemotongan Kubah Tengah
LAMPIRAN E. Pemotongan Bagian Male pada MasterCam X E.1
Bentuk Pemotongan Bagian Atas (BACK)

Gambar E. 1 Hasil simulasi Bentuk Pemotongan Bagian Atas (BACK)
pada Roughing dan Finishing

Gambar E. 2 Hasil Simulasi Manufaktur Pemotongan bagian Atas (BACK) Kubah Depan
LAMPIRAN E. Pemotongan Bagian Male pada MasterCam X E.2
Bentuk Pemotongan Bagian Bawah (FRONT)

Gambar E. 3 Hasil simulasi Bentuk Pemotongan Bagian Bawah (FRONT)
pada Roughing dan Finishing

Gambar E.4 Hasil Simulasi Manufaktur Pemoton Bagian Bawah (FRONT)
Kubah Depan
Bentuk Pemotongan Bagian Depan (TOP)

Gambar E. 5 Hasil simulasi Bentuk Pemotongan Bagian Depan (TOP)
pada Roughing dan Finishing

Gambar E. 6 Hasil Simulasi Manufaktur Pemotongan bagian Depan (TOP) Kubah Depan
Bentuk Pemotongan Bagian Belakang (BOTTOM)

Gambar E. 7 Hasil simulasi Bentuk Pemotongan Bagian Belakang (BOTTOM) pada Roughing dan Finishing
Hasil Bentuk Gabungan pada pemotongan Kubah Depan

Gambar E.8 Bentuk Hasil Gabungan Pemotongan Kubah Depan pada Roughing dan Finishing

Gambar E.9 Hasil Simulasi Manufaktur Pemotongan bagian Kubah Depan
LAMPIRAN F. Tabel Nilai yang dianjurkan untuk pengerjaan Mesin Frais F.1
Tabel F.1 Kecepatan Pemakanan untuk pahat HSS

Sumber : Wirawan Sumbodo 4
Tabel F.2 Kecepatan potong untuk beberapa jenis bahan

Sumber : Wirawan Sumbodo 4
Tabel F.3 Kecepatan pemakanan (feeding) pergigi untuk HSS

Sumber : Wirawan Sumbodo 4
Tabel F.4 Daftar kecepatan potong/putaran mesin frais

Sumber : Wirawan Sumbodo 4
LAMPIRAN G. Kode Perintah Pada Mesin CNC G.1
KODE G DAN M KODE
G00 : Gerak cepat tanpa pemakanan
G01 : Gerak lurus interpolasi dengan pemakanan
G02 : Gerak interpolasi melingkar searah jarum jam
G03 : Gerak interpolasi melingkar berlawanan arah dengan jarum jam
G04 : Gerak penyayatan (feed) berhenti sesaat
G17 : Pengaturan persumbuan ke 1
G18 : Pengaturan persumbuan ke 2
G19 : Pengaturan persumbuan ke 3
G20 : Pengaturan persumbuan ke 4
G21 : Baris blok sisipan yang dibuat dengan menekan tombol ~ dan INP
G25 : Memanggil sub program
G27 : Perintah meloncat ke nomor blok yang dituju
G40 : Pembatalan Perintah Kompensasi lintasan perkakas sayat
G41 : Kompensasi lintasan pahat pada sebelah kiri
G43 : Kompensasi lintasan pahat pada sebelah kanan
G53 : Pembatalan penetapan titik nol yang pertama dan kedua
G54 : Penetapan titik nol benda kerja yang ke 1
G55 : Penetapan titik nol benda kerja yang ke 2
G56 : Pembatalan Penetapan titik nol benda kerja yang ke 3 dan 4
G57 : Penetapan titik nol benda kerja yang ke 3
G58 : Penetapan titik nol benda kerja yang ke 4
G59 : Penetapan titik nol benda kerja yang ke 5
G64 : Mematikan arus step motor.
G65 : Operasi disket (menyimpan atau memanggil program)
G73 : Siklus pengeboran dengan pemutusan tota
G82 : Siklus pengeboran dengan berhenti sesaat
G83 : Siklus pengeboran dengan penarikan tatal
G84 : Siklus pembubutan memanjang dan melintang
G85 : Siklus penguliran
G86 : Siklus Pengaluran
G87 : Siklus pengeboran dengan pemutusan tatal
G88 : Siklus pengeboran dengan pemutusan tatal dan gerakan ke permukaan
G89 : Siklus pereameran sampai batas ukuranyang ditentukan
G90 : Program absolut
G91 : Program Incremental
G92 : Penetapan posisi pahat secara absolute
G96 : Kecepatan potong konstan
G97 : Putaran spindel konstan
G94 : Kecepatan pemakanan dalam mm per menit
G95 : Kecepatan pemakanan dalam mm per putaran
G92 : Perubahan koordinat titik nol benda kerja yang ke 5 dengan penetapan melalui program NC
M03 : Spindel/sumbu utama berputar searah jarum jam (CW)
M04 : Spindel utama berputar berlawanan arah jarum jam
M00 : Program berhenti
M05 : Putaran spindel berhenti
M06 : Perintah penggantian alat potong (tool)
M08 : Cairan pendingin mengalir
M09 : Cairan pendingin berhenti mengalir
M17 : Perintah kembali ke program utama
M30 : Program berakhir
M99 : Penentuan parameter I dan K
KODE ALARM
A00 : Kesalahan perintah pada fungsi G atau M
A01 : Kesalahan perintah pada fungsi G02 dan G03
A02 : Kesalahan pada nilai X
A03 : Kesalahan pada niilai F
A04 : Kesalahan pada nilai Z
A05 : Kurang perintah M30
A06 : Kurang perintah M03
A07 : Tidak ada arti
A08 : Pita habis pada penyipanan ke kaset
A09 : Program tidak ditemukan pada disket
A10 : Disket diprotek
A11 : Salah memuat disket
A12 : Salah pengecekan
A13 : Salah satuan mm atau inch dalam pemuatan
A14 : Salah posisi kepala frais
A15 : Nilai Y salah
A16 : Tidak ada nilai radius pisau frais
A17 : Salah sub program
A18 : Jalannya kompensasi radius pisau frais lebih dari Nol
LAMPIRAN H. Pembuatan Gambar Cendramata Mesjid Raya Baiturrahman Dengan Sofware SolidWork 2008. H. 1
Diagram Pohon pembuatan Gambar

Gambar H.1 Diagram pohon pembuatan Cendramata Mesjid Raya Baiturrahman dengan Solid Work 2008
Hasil Gambar 3 Dimensi

Gambar H.2 Hasil pembuatan sketch dengan SolidWork 2008 dalam
bentuk 3 Dimensi
LAMPIRAN I. Hasil Intruksi kode G MasterCam X pada perencanaan pembuatan Cendramata Mesjid Raya Baiturrahman I. 1
Kode G
N100 G21
N110 G0 G17 G40 G49 G80 G90
(12. FLAT END MILL TOOL-1 DIA.OFF.-0LEN.-0DIA.-12)
N120 T1 M6
N130 G0 G90 G54 X-19.5 Y-136.375 A0. S1194 M3
N140 G43 H0 Z31. M8
N150 G1 Z30. F119.4
N160 X-12.
N170 Z29.
N180 X12.5
N190 Z30.
N200 X20.
N210 Y-133.4
N220 X12.5
N230 Z29.
N240 X-12.
N250 Z30.
N260 X-19.5
N270 G0 Z31.
N280 Z33.
N290 X-90. Y-124.475
N300 Z31.
N310 G1 Z30.
N320 X-26.
N330 Z32.5
N340 X-21.
N350 Z35.
N360 X-16.
N370 Z37.5
N380 X-11.
N390 Z40.
N400 X-9.3
N410 Z42.2
N420 X-8.5
N430 Z43.2
N440 X8.5
N450 Z42.2
N460 X9.3
N470 Z40.
N480 X11.
N490 Z37.5
N500 X16.
N510 Z35.
N520 X21.
N530 Z32.5
N540 X26.
N550 Z30.
N560 X90.
N570 Y-121.5
N580 X25.641
N590 Z32.
N600 X20.641
N610 Z35.
N620 X15.641
N630 Z37.5
N640 X10.641
N650 Z40.
N660 X8.811
N670 Z42.2
N680 X7.899
N690 Z43.2
N700 X-7.899
N710 Z42.2
N720 X-8.811
N730 Z40.
N740 X-10.641
N750 Z37.5
N760 X-15.641
N770 Z35.
N780 X-20.641
N790 Z32.5
N800 X-25.641
N810 Z30.
N820 X-90.
N830 Y-118.525
N840 X-23.341
N850 Z32.5
N860 X-18.341
N870 Z35.
N880 X-13.341
N890 Z37.5
N900 X-8.341
N910 Z40.
N920 X-6.036
N930 Z42.2
N940 X-4.678
N950 Z43.2
N960 X4.678
N970 Z42.2
N980 X6.036
N990 Z40.
N1000 X8.341
N1010 Z37.5
N1020 X13.341
N1030 Z35.
N1040 X18.341
N1050 Z32.5
N1060 X23.341
N1070 Z30.
N1080 X90.
N1090 Y-115.55
N1100 X82.5
N1110 Z29.
N1120 X46.
N1130 Z29.3
N1140 X14.
N1150 Z29.
N1160 X-14.
N1170 Z29.3
N1180 X-46.
N1190 Z29.
N1200 X-82.5
N1210 Z30.
N1220 X-90.
N1230 Y-112.575
N1240 X-82.5
N1250 Z29.
N1260 X-46.
N1270 Z29.3
N1280 X-14.
N1290 Z29.
N1300 X14.
N1310 Z29.3
N1320 X46.
N1330 Z29.
N1340 X82.5
N1350 Z30.
N1360 X90.
N1370 Y-109.6
N1380 X82.5
N1390 Z29.
N1400 X46.
N1410 Z29.3
N1420 X14.
N1430 Z29.
N1440 X-14.
N1450 Z29.3
N1460 X-46.
N1470 Z29.
N1480 X-82.5
N1490 Z30.
N1500 X-90.
N1510 Y-106.625
N1520 X-82.5
N1530 Z29.
N1540 X-46.
N1550 Z29.3
N1560 X-14.
N1570 Z29.
N1580 X14.
N1590 Z29.3
N1600 X46.
N1610 Z29.
N1620 X82.5
N1630 Z30.
N1640 X90.
N1650 Y-103.65
N1660 X82.5
N1670 Z29.
N1680 X45.766
N1690 Z29.3
N1700 X14.234
N1710 Z29.
N1720 X-14.234
N1730 Z29.3
N1740 X-45.766
N1750 Z29.
N1760 X-82.5
N1770 Z30.
N1780 X-90.
N1790 Y-100.675
N1800 X-82.5
N1810 Z29.
N1820 X-43.808
N1830 Z29.3
N1840 X-16.192
N1850 Z29.
N1860 X16.192
N1870 Z29.3
N1880 X43.808
N1890 Z29.
N1900 X82.5
N1910 Z30.
N1920 X90.
N1930 Y-97.7
N1940 X82.5
N1950 Z29.
N1960 X-82.5
N1970 Z30.
N1980 X-90.
N1990 Y-94.725
N2000 X-82.5
N2010 Z29.
N2020 X82.5
N2030 Z30.
N2040 X90.
N2050 Y-91.75
N2060 X82.5
N2070 Z29.
N2080 X-82.5
N2090 Z30.
N2100 X-90.
N2110 Y-88.775
N2120 X-82.5
N2130 Z29.
N2140 X82.5
N2150 Z30.
N2160 X90.
N2170 Y-85.8
N2180 X82.5
N2190 Z29.
N2200 X-82.5
N2210 Z30.
N2220 X-90.
N2230 Y-82.825
N2240 X-82.5
N2250 Z29.
N2260 X82.5
N2270 Z30.
N2280 X90.
N2290 Y-79.85
N2300 X82.5
N2310 Z29.
N2320 X-82.5
N2330 Z30.
N2340 X-90.
N2350 Y-76.875
N2360 X-82.5
N2370 Z29.
N2380 X82.5
N2390 Z30.
N2400 X90.
N2410 Y-73.9
N2420 X82.5
N2430 Z29.
N2440 X-82.5
N2450 Z30.
N2460 X-90.
N2470 Y-70.925
N2480 X-82.5
N2490 Z29.
N2500 X82.5
N2510 Z30.
N2520 X90.
N2530 Y-67.95
N2540 X82.5
N2550 Z29.
N2560 X-82.5
N2570 Z30.
N2580 X-90.
N2590 Y-64.975
N2600 X-82.5
N2610 Z29.
N2620 X82.5
N2630 Z30.
N2640 X90.
N2650 Y-62.
N2660 X82.5
N2670 Z29.
N2680 X-82.5
N2690 Z30.
N2700 X-90.
N2710 Y-59.025
N2720 X-82.5
N2730 Z29.
N2740 X82.5
N2750 Z30.
N2760 X90.
N2770 Y-56.05
N2780 X82.5
N2790 Z29.
N2800 X-82.5
N2810 Z30.
N2820 X-90.
N2830 Z32.5
N2840 X-82.5 Y-53.075
N2850 Z29.
N2860 X82.5
N2870 Y-50.1
N2880 X-82.5
N2890 Y-47.125
N2900 X82.5
N2910 Z32.5
N2920 X82.905
N2930 Z35.
N2940 X94.095
N2950 Z34.974
N2960 X94.423 Z34.969
N2970 X95.883
N2980 Z32.476
N2990 X96.3 Z32.469
N3000 Z34.969
N3010 Y-44.15
N3020 X94.582 Z34.999
N3030 Z37.469
N3040 X92.814
N3050 Z37.5
N3060 X84.186
N3070 Z35.
N3080 X82.5
N3090 Z29.
N3100 X-82.5
N3110 Y-41.175
N3120 X82.5
N3130 Z35.
N3140 X82.631
N3150 Z37.5
N3160 X94.369
N3170 Z37.484
N3180 X95.25 Z37.469
N3190 X96.162
N3200 Z34.971
N3210 X96.3 Z34.969
N3220 Z37.469
N3230 Y-38.2
N3240 X95.354 Z37.485
N3250 Z39.969
N3260 X93.596
N3270 Z41.906
N3280 X92.196
N3290 Z41.931
N3300 X91.735
N3310 Z42.854
N3320 X90.935
N3330 Z42.867
N3340 X87.165
N3350 X87.149 Z41.931
N3360 X85.272
N3370 X85.268 Z41.731
N3380 Z40.
N3390 X83.429
N3400 Z37.5
N3410 X82.5
N3420 Z29.
N3430 X-82.5
N3440 Y-35.225
N3450 X82.5
N3460 Z37.5
N3470 X82.516
N3480 Z40.
N3490 X83.055
N3500 Z41.731
N3510 X83.059 Z41.931
N3520 X83.694
N3530 X83.711 Z42.867
N3540 X94.39
N3550 Z42.854
N3560 X95.19
N3570 Z41.906
N3580 X95.809
N3590 Z39.973
N3600 X96.077 Z39.969
N3610 X96.282
N3620 Z37.469
N3630 X96.3
N3640 Z39.969
N3650 Y-32.25
N3660 X96.134 Z39.971
N3670 Z41.906
N3680 X95.85 Z41.911
N3690 Z42.854
N3700 X95.05 Z42.867
N3710 X83.05
N3720 X83.034 Z41.931
N3730 X82.734
N3740 X82.73 Z41.731
N3750 Z40.
N3760 X82.5
N3770 Z29.
N3780 X-82.5
N3790 Z40.
N3800 X-82.85
N3810 Z42.2
N3820 X-83.
N3830 Z43.2
N3840 X-89.8
N3850 Y-29.275
N3860 X-83.
N3870 Z42.2
N3880 X-82.85
N3890 Z40.
N3900 X-82.5
N3910 Z29.
N3920 X82.5
N3930 Z40.
N3940 X82.73
N3950 Z41.731
N3960 X82.734 Z41.931
N3970 X83.034
N3980 X83.05 Z42.867
N3990 X95.05
N4000 X95.85 Z42.854
N4010 Z41.911
N4020 X96.134 Z41.906
N4030 Z39.971
N4040 X96.3 Z39.969
N4050 Y-26.3
N4060 X96.104 Z39.972
N4070 Z41.906
N4080 X95.71 Z41.907
N4090 Z42.854
N4100 X94.91
N4110 Z42.867
N4120 X83.19
N4130 X83.174 Z41.931
N4140 X82.764
N4150 X82.76 Z41.731
N4160 Z40.
N4170 X82.5
N4180 Z29.
N4190 X-82.5
N4200 Y-23.325
N4210 X82.5
N4220 Z37.5
N4230 X82.74
N4240 Z40.
N4250 X83.793
N4260 Z41.731
N4270 X83.796 Z41.931
N4280 X84.761
N4290 X84.777 Z42.867
N4300 X93.323
N4310 Z42.854
N4320 X94.123
N4330 Z41.906
N4340 X95.071
N4350 Z39.969
N4360 X96.051
N4370 Z37.473
N4380 X96.3 Z37.469
N4390 Y-20.35
N4400 X94.5 Z37.5
N4410 X94.033
N4420 Z39.969
N4430 X92.275
N4440 Z40.
N4450 X84.725
N4460 Z37.5
N4470 X82.5
N4480 Z29.
N4490 X-82.5
N4500 Y-17.375
N4510 X82.5
N4520 Z35.
N4530 X83.115
N4540 Z37.5
N4550 X93.885
N4560 Z37.47
N4570 X95.668 Z37.469
N4580 Z34.98
N4590 X96.3 Z34.969
N4600 Y-14.4
N4610 Z32.469
N4620 X96.255
N4630 Z34.969
N4640 X95.75
N4650 X94.457 Z34.992
N4660 Z35.
N4670 X92.327
N4680 Z37.469
N4690 X91.398
N4700 X90.611 Z37.483
N4710 Z37.5
N4720 X86.389
N4730 Z35.
N4740 X82.543
N4750 Z32.5
N4760 X82.5
N4770 Z30.
N4780 X75.936
N4790 Z29.
N4800 X-75.936
N4810 Z30.
N4820 X-74.185 Y-11.425
N4830 Z29.
N4840 X74.185
N4850 Z30.
N4860 X82.5
N4870 Z32.5
N4880 X83.7
N4890 Z35.
N4900 X93.3
N4910 Z34.969
N4920 X95.076
N4930 Z32.49
N4940 X96.3 Z32.469
N4950 X100. Y-8.45
N4960 Z30.
N4970 X96.081
N4980 Z32.469
N4990 X94.923
N5000 X94.287 Z32.48
N5010 Z32.5
N5020 X82.713
N5030 Z30.
N5040 X74.
N5050 Z29.
N5060 X-74.
N5070 Z30.
N5080 X-82.713
N5090 Z32.5
N5100 X-96.087
N5110 Z30.
N5120 X-100.
N5130 Y-5.475
N5140 X-94.239
N5150 Z32.5
N5160 X-84.561
N5170 Z30.
N5180 X-74.
N5190 Z29.
N5200 X74.
N5210 Z30.
N5220 X84.561
N5230 Z32.5
N5240 X92.439
N5250 Z32.469
N5260 X94.2
N5270 Z30.
N5280 X100.
N5290 Y-2.5
N5300 X74.
N5310 Z29.
N5320 X-74.
N5330 Z30.
N5340 X-100.
N5350 Y.475
N5360 X-74.
N5370 Z29.
N5380 X74.
N5390 Z30.
N5400 X100.
N5410 Y3.45
N5420 X74.
N5430 Z29.
N5440 X-74.
N5450 Z30.
N5460 X-100.
N5470 Y6.425
N5480 X-95.1
N5490 Z32.5
N5500 X-83.7
N5510 Z30.
N5520 X-74.
N5530 Z29.
N5540 X74.
N5550 Z30.
N5560 X83.7
N5570 Z32.5
N5580 X93.3
N5590 Z32.469
N5600 X95.076
N5610 Z30.
N5620 X100.
N5630 G0 Z31.
N5640 Z33.
N5650 X109. Y9.4
N5660 Z23.
N5670 Z21.
N5680 G1 Z20.
N5690 X106.
N5700 Z30.
N5710 X96.255
N5720 Z32.469
N5730 X95.75
N5740 X94.457 Z32.492
N5750 Z32.5
N5760 X92.327
N5770 Z34.969
N5840 Z30.
N5850 X74.
N5860 Z29.
N5870 X-74.
N5880 Z30.
N5890 X-82.543
N5900 Z32.5
N5910 X-86.389
N5920 Z35.
N5930 X-92.411
N5940 Z32.5
N5950 X-96.257
N5960 Z30.
N5970 X-106.
N5980 Z20.
N5990 X-109.
N6000 Y12.375
N6010 X-105.502
N6020 Z30.
N6030 X-96.3
N6040 Z32.5
N6050 X-95.685
N6060 Z35.
N6070 X-83.115
N6080 Z32.5
N6090 X-82.5
N6100 Z30.
N6110 X-74.498
N6120 Z29.62
N6130 X-37.678
N6140 X-36.143 Z29.491
N6150 X-34.825 Z29.153
N6160 X-34.705 Z29.1
N6170 X-24.201
N6180 Z29.
N6190 X-23.16
N6200 X-21.372 Z29.407
N6210 X-19.316 Z29.73
N6220 X-18.184 Z29.818
N6230 X-17.946 Z29.821
N6240 X17.946
N6250 X18.184 Z29.818
N6260 X19.316 Z29.73
N6270 X21.372 Z29.407
N6280 X23.16 Z29.
N6290 X24.261
N6300 Z29.21
N6310 X35.047
N6320 X36.143 Z29.491
N6330 X37.678 Z29.62
N6340 X74.498
N6350 Z30.
N6360 X82.5
N6370 Z32.5
N6380 X83.115
N6390 Z35.
N6400 X93.885
N6410 Z34.97
N6420 X95.668 Z34.969
N6430 Z32.48
N6440 X96.3 Z32.469
N6450 Z30.
N6460 X105.502
N6470 Z20.
N6480 X109.
N6490 Y15.35
N6500 X102.69
N6510 Z30.
N6520 X96.3
N6530 Z34.969
N6540 X94.5 Z35.
N6550 X94.033
N6560 Z37.469
N6570 X92.275
N6580 Z37.5
N6590 X84.725
N6600 Z35.
N6610 X82.5
N6620 Z31.546
N6630 X37.678
N6640 X36.143 Z31.416
N6650 X34.825 Z31.079
N6660 X33.817 Z30.635
N6670 X33.096 Z30.17
N6680 X32.594 Z29.725
N6690 X32.249 Z29.316
N6700 X32.182 Z29.21
N6710 X24.961
N6720 X24.248 Z29.464
N6730 X18.838 Z31.052
N6740 X15.174 Z31.887
N6750 X13.118 Z32.209
N6760 X11.986 Z32.297
N6770 X11.748 Z32.301
N6780 X-11.748
N6790 X-11.986 Z32.297
N6800 X-13.118 Z32.209
N6810 X-15.174 Z31.887
N6820 X-18.838 Z31.052
N6830 X-24.248 Z29.464
N6840 X-25.269 Z29.1
N6850 X-32.113
N6860 X-32.249 Z29.316
N6870 X-32.594 Z29.725
N6880 X-33.096 Z30.17
N6890 X-33.817 Z30.635
N6900 X-34.825 Z31.079
N6910 X-36.143 Z31.416
N6920 X-37.678 Z31.546
N6930 X-82.5
N6940 Z35.
N6950 X-84.725
N6960 Z37.5
N6970 X-94.075
N6980 Z35.
N6990 X-96.3
N7000 Z30.
N7010 X-102.69
N7020 Z20.
N7030 X-109.
N7040 Y18.325
N7050 X-96.3
N7060 Z35.
N7070 X-96.06
N7080 Z37.5
N7090 X-82.74
N7100 Z35.
N7110 X-82.5
N7120 Z33.471
N7130 X-37.678
N7140 X-36.143 Z33.342
N7150 X-34.825 Z33.004
N7160 X-33.817 Z32.561
N7170 X-33.096 Z32.095
N7180 X-32.594 Z31.651
N7190 X-32.249 Z31.242
N7200 X-32.013 Z30.868
N7210 X-31.854 Z30.523
N7220 X-31.753 Z30.2
N7230 X-31.696 Z29.89
N7240 X-31.678 Z29.588
N7250 Z29.1
N7260 X-25.75
N7270 X-24.051 Z29.78
N7280 X-23.461 Z30.013
N7290 X-18.051 Z31.943
N7300 X-12.64 Z33.531
N7310 X-8.976 Z34.366
N7320 X-6.92 Z34.689
N7330 X-5.789 Z34.776
N7340 X-5.551 Z34.78
N7350 X5.551
N7360 X5.789 Z34.776
N7370 X6.92 Z34.689
N7380 X8.976 Z34.366
N7390 X12.64 Z33.531
N7400 X18.051 Z31.943
N7410 X23.461 Z30.013
N7420 X24.051 Z29.78
N7430 X25.475 Z29.21
N7440 X31.678
N7450 Z29.588
N7460 X31.696 Z29.89
N7470 X31.753 Z30.2
N7480 X31.854 Z30.523
N7490 X32.013 Z30.868
N7500 X32.249 Z31.242
N7510 X32.594 Z31.651
N7520 X33.096 Z32.095
N7530 X33.817 Z32.561
N7540 X34.825 Z33.004
N7550 X36.143 Z33.342
N7560 X37.678 Z33.471
N7570 X82.5
N7580 Z35.
N7590 X82.74
N7600 Z37.5
N7610 X94.26
N7620 Z37.478
N7630 X94.815 Z37.469
N7640 X96.051
N7650 Z34.973
N7660 X96.3 Z34.969
N7670 Z20.
N7680 X109.
N7690 Y21.3
N7700 X96.3
N7710 Z37.469
N7720 X94.983 Z37.492
N7730 Z39.969
N7740 X93.206
N7750 Z40.
N7760 X92.761
N7770 Z41.906
N7780 X91.361
N7790 Z41.931
N7800 X86.107
N7810 X86.103 Z41.731
N7820 Z40.
N7830 X83.794
N7840 Z37.5
N7850 X82.5
N7860 Z35.397
N7870 X37.678
N7880 X36.143 Z35.268
N7890 X34.825 Z34.93
N7900 X33.817 Z34.486
N7910 X33.096 Z34.021
N7920 X32.594 Z33.577
N7930 X32.249 Z33.168
N7940 X32.013 Z32.794
N7950 X31.854 Z32.449
N7960 X31.753 Z32.125
N7970 X31.696 Z31.816
N7980 X31.678 Z31.513
N7990 Z29.21
N8000 X25.475
N8010 X17.853 Z32.259
N8020 X17.263 Z32.492
N8030 X11.853 Z34.423
N8040 X6.442 Z36.01
N8050 X3.948 Z36.578
N8060 Z36.6
N8070 X3.924
N8080 X3.501 Z36.804
N8090 X2.872 Z36.981
N8100 Z37.
N8110 X-2.872
N8120 Z36.981
N8130 X-3.501 Z36.804
N8140 X-3.924 Z36.6
N8150 X-3.948
N8160 Z36.578
N8170 X-6.442 Z36.01
N8180 X-11.853 Z34.423
N8190 X-17.263 Z32.492
N8200 X-17.853 Z32.259
N8210 X-25.75 Z29.1
N8220 X-31.678
N8230 Z31.513
N8240 X-31.696 Z31.816
N8250 X-31.753 Z32.125
N8260 X-31.854 Z32.449
N8270 X-32.013 Z32.794
N8280 X-32.249 Z33.168
N8290 X-32.594 Z33.577
N8300 X-33.096 Z34.021
N8310 X-33.817 Z34.486
N8320 X-34.825 Z34.93
N8330 X-36.143 Z35.268
N8340 X-37.678 Z35.397
N8350 X-82.5
N8360 Z37.5
N8370 X-83.794
N8380 Z40.
N8390 X-86.252
N8400 Z42.2
N8410 X-92.548
N8420 Z40.
N8430 X-95.006
N8440 Z37.5
N8450 X-96.3
N8460 Z20.
N8470 X-109.
N8480 Y24.275
N8490 X-96.3
N8500 Z37.5
N8510 X-96.248
N8520 Z40.
N8530 X-95.433
N8540 Z42.2
N8550 X-94.858
N8560 Z43.2
N8570 X-83.942
N8580 Z42.2
N8590 X-83.367
N8600 Z40.
N8610 X-82.552
N8620 Z37.5
N8630 X-82.5
N8640 Z37.004
N8650 X-37.678
N8660 X-36.268 Z36.987
N8670 X-33.982
N8680 Z36.485
N8690 X-33.817 Z36.412
N8700 X-33.096 Z35.947
N8710 X-32.594 Z35.502
N8720 X-32.249 Z35.093
N8730 X-32.013 Z34.719
N8740 X-31.854 Z34.374
N8750 X-31.753 Z34.051
N8760 X-31.696 Z33.741
N8770 X-31.678 Z33.439
N8780 Z29.1
N8790 X-25.75
N8800 X-11.655 Z34.738
N8810 X-11.066 Z34.971
N8820 X-6.566 Z36.577
N8830 Z36.6
N8840 X-6.549 Z36.641
N8850 X-6.341 Z37.
N8860 X6.341
N8870 X6.549 Z36.641
N8880 X6.566 Z36.6
N8890 Z36.577
N8900 X11.066 Z34.971
N8910 X11.655 Z34.738
N8920 X25.475 Z29.21
N8930 X31.678
N8940 Z33.439
N8950 X31.696 Z33.741
N8960 X31.753 Z34.051
N8970 X31.854 Z34.374
N8980 X32.013 Z34.719
N8990 X32.249 Z35.093
N9000 X32.594 Z35.502
N9010 X33.096 Z35.947
N9020 X33.817 Z36.412
N9030 X33.982 Z36.485
N9040 Z36.987
N9050 X36.268
N9060 X37.678 Z37.004
N9070 X82.5
N9080 Z37.5
N9090 X82.552
N9100 Z40.
N9110 X83.242
N9120 Z41.731
N9130 X83.245 Z41.931
N9140 X83.968
N9150 X83.984 Z42.867
N9160 X94.117
N9170 Z42.854
N9180 X94.917
N9190 Z41.906
N9200 X95.622
N9210 Z39.969
N9220 X96.246
N9230 Z37.47
N9240 X96.3 Z37.469
N9250 Z20.
N9260 X109.
N9270 Y27.25
N9280 X96.3
N9290 Z39.969
N9300 X96.134 Z39.971
N9310 Z41.906
N9320 X95.833 Z41.911
N9330 Z42.854
N9340 X95.643
N9350 X95.034 Z42.864
N9360 Z42.867
N9370 X83.067
N9380 X83.051 Z41.931
N9390 X82.734
N9400 X82.73 Z41.731
N9410 Z40.
N9420 X82.5
N9430 Z37.013
N9440 X32.997
N9450 Z36.987
N9460 X31.937
N9470 Z36.48
N9480 X31.854 Z36.3
N9490 X31.753 Z35.977
N9500 X31.696 Z35.667
N9510 X31.678 Z35.365
N9520 Z29.21
N9530 X25.475
N9540 X7. Z36.6
N9550 Z37.
N9560 X-7.
N9570 Z36.6
N9580 X-25.75 Z29.1
N9590 X-31.678
N9600 Z35.365
N9610 X-31.696 Z35.667
N9620 X-31.753 Z35.977
N9630 X-31.854 Z36.3
N9640 X-31.937 Z36.48
N9650 Z36.987
N9660 X-32.997
N9670 Z37.013
N9680 X-82.5
N9690 Z40.
N9700 X-82.85
N9710 Z42.2
N9720 X-83.018
N9730 Z43.2
N9740 X-95.782
N9750 Z42.2
N9760 X-95.95
N9770 Z40.
N9780 X-96.3
N9790 Z20.
N9800 X-109.
N9810 Y30.225
N9820 X-96.3
N9830 Z40.
N9840 X-95.95
N9850 Z42.2
N9860 X-95.8
N9870 Z43.2
N9880 X-83.
N9890 Z42.2
N9900 X-82.85
N9910 Z40.
N9920 X-82.5
N9930 Z37.013
N9940 X-31.732
N9950 Z37.01
N9960 X-31.701
N9970 X-31.678 Z37.003
N9980 Z29.1
N9990 X-25.75
N100 X-7. Z36.6
N110 Z37.
N120 X7.
N130 Z36.6
N140 X25.475 Z29.21
N150 X31.678
N160 Z37.003
N170 X31.683 Z37.006
N180 X31.701 Z37.01
N190 X31.732
N200 Z37.013
N210 X82.5
N220 Z40.
N230 X82.73
N240 Z41.731
N250 X82.734 Z41.931
N260 X83.034
N270 X83.05 Z42.867
N280 X95.05
N290 X95.85 Z42.854
N300 Z41.911
N310 X96.134 Z41.906
N320 Z39.971
N330 X96.3 Z39.969
N340 Z20.
N350 X109.
N360 Y33.2
N370 X96.3
N380 Z39.969
N390 X96.134 Z39.971
N400 Z41.906
N410 X95.799 Z41.912
N420 Z42.854
N430 X95.216
N440 X94.999 Z42.857
N450 Z42.867
N460 X83.101
N470 X83.085 Z41.931
N480 X82.734
N490 X82.73 Z41.731
N500 Z40.
N510 X82.5
N520 Z37.013
N530 X32.117
N540 Z36.513
N550 X32.11
N560 X32.015 Z36.361
N570 X31.855 Z36.014
N580 X31.753 Z35.689
N590 X31.696 Z35.378
N600 X31.678 Z35.074
N610 Z29.21
N620 X25.475
N630 X7. Z36.6
N640 Z37.
N650 X-7.
N660 Z36.6
N670 X-25.75 Z29.1
N680 X-31.678
N690 Z35.074
N700 X-31.696 Z35.378
N710 X-31.753 Z35.689
N720 X-31.855 Z36.014
N730 X-32.015 Z36.361
N740 X-32.11 Z36.513
N750 X-32.117
N760 Z37.013
N770 X-82.5
N780 Z40.
N790 X-82.85
N800 Z42.2
N810 X-83.05
N820 Z43.2
N830 X-95.75
N840 Z42.2
N850 X-95.95
N860 Z40.
N870 X-96.3
N880 Z20.
N890 X-109.
N900 Y36.175
N910 X-96.3
N920 Z37.5
N930 X-96.169
N940 Z40.
N950 X-95.199
N960 Z42.2
N970 X-94.525
N980 Z43.2
N990 X-84.275
N1000 Z42.2
N1010 X-83.601
N1020 Z40.
N1030 X-82.631
N1040 Z37.5
N1050 X-82.5
N1060 Z37.013
N1070 X-34.696
N1080 Z36.512
N1090 X-33.823 Z36.128
N1100 X-33.1 Z35.661
N1110 X-32.598 Z35.215
N1120 X-32.252 Z34.805
N1130 X-32.015 Z34.429
N1140 X-31.855 Z34.082
N1150 X-31.753 Z33.757
N1160 X-31.696 Z33.446
N1170 X-31.678 Z33.141
N1180 Z29.1
N1190 X-25.75
N1200 X-7. Z36.6
N1210 Z37.
N1220 X7.
N1230 Z36.6
N1240 X25.475 Z29.21
N1250 X31.678
N1260 Z33.141
N1270 X31.696 Z33.446
N1280 X31.753 Z33.757
N1290 X31.855 Z34.082
N1300 X32.015 Z34.429
N1310 X32.252 Z34.805
N1320 X32.598 Z35.215
N1330 X33.1 Z35.661
N1340 X33.823 Z36.128
N1350 X34.696 Z36.513
N1360 Z37.013
N1370 X82.5
N1380 Z37.5
N1390 X82.631
N1400 Z40.
N1410 X83.49
N1420 Z41.731
N1430 X83.494 Z41.931
N1440 X84.321
N1450 X84.337 Z42.867
N1460 X93.763
N1470 Z42.854
N1480 X94.563
N1490 Z41.906
N1500 X95.374
N1510 Z39.969
N1520 X96.162
N1530 Z37.471
N1540 X96.3 Z37.469
N1550 Z20.
N1560 X109.
N1570 Y39.15
N1580 X96.3
N1590 Z37.469
N1600 X94.582 Z37.499
N1610 Z39.969
N1620 X92.814
N1630 Z40.
N1640 X91.324
N1650 Z41.906
N1660 X90.977
N1670 X89.924 Z41.924
N1680 Z41.931
N1690 X87.543
N1700 X87.54 Z41.731
N1710 Z40.
N1720 X84.186
N1730 Z37.5
N1740 X82.5
N1750 Z35.106
N1760 X37.678
N1770 X36.146 Z34.977
N1780 X34.831 Z34.639
N1790 X33.823 Z34.195
N1800 X33.1 Z33.729
N1810 X32.598 Z33.283
N1820 X32.252 Z32.872
N1830 X32.015 Z32.497
N1840 X31.855 Z32.15
N1850 X31.753 Z31.825
N1860 X31.696 Z31.513
N1870 X31.678 Z31.209
N1880 Z29.21
N1890 X25.475
N1900 X7. Z36.6
N1910 Z37.
N1920 X-7.
N1930 Z36.6
N1940 X-25.75 Z29.1
N1950 X-31.678
N1960 Z31.209
N1970 X-31.696 Z31.513
N1980 X-31.753 Z31.825
N1990 X-31.855 Z32.15
N2000 X-32.015 Z32.497
N2010 X-32.252 Z32.872
N2020 X-32.598 Z33.283
N2030 X-33.1 Z33.729
N2040 X-33.823 Z34.195
N2050 X-34.831 Z34.639
N2060 X-36.146 Z34.977
N2070 X-37.678 Z35.106
N2080 X-82.5
N2090 Z37.5
N2100 X-84.186
N2110 Z40.
N2120 X-87.587
N2130 Z42.2
N2140 X-91.213
N2150 Z40.
N2160 X-94.614
N2170 Z37.5
N2180 X-96.3
N2190 Z20.
N2200 X-109.
N2210 Y42.125
N2220 X-96.3
N2230 Z35.
N2240 X-95.895
N2250 Z37.5
N2260 X-82.905
N2270 Z35.
N2280 X-82.5
N2290 Z33.174
N2300 X-37.678
N2310 X-36.146 Z33.045
N2320 X-34.831 Z32.707
N2330 X-33.823 Z32.263
N2340 X-33.1 Z31.797
N2350 X-32.598 Z31.351
N2360 X-32.252 Z30.94
N2370 X-32.015 Z30.564
N2380 X-31.855 Z30.218
N2390 X-31.753 Z29.892
N2400 X-31.696 Z29.581
N2410 X-31.678 Z29.277
N2420 Z29.1
N2430 X-25.75
N2440 X-7. Z36.6
N2450 Z37.
N2460 X7.
N2470 Z36.6
N2480 X25.475 Z29.21
N2490 X31.678
N2500 Z29.277
N2510 X31.696 Z29.581
N2520 X31.753 Z29.892
N2530 X31.855 Z30.218
N2540 X32.015 Z30.564
N2550 X32.252 Z30.94
N2560 X32.598 Z31.351
N2570 X33.1 Z31.797
N2580 X33.823 Z32.263
N2590 X34.831 Z32.707
N2600 X36.146 Z33.045
N2610 X37.678 Z33.174
N2620 X82.5
N2630 Z35.
N2640 X82.905
N2650 Z37.5
N2660 X94.095
N2670 Z37.474
N2680 X94.423 Z37.469
N2690 X95.883
N2700 Z34.976
N2710 X96.3 Z34.969
N2720 Z20.
N2730 X109.
N2740 Y45.1
N2750 X96.3
N2760 Z32.469
N2770 X96.291
N2780 Z34.969
N2790 X96.186
N2800 X94.493 Z34.999
N2810 X93.39 Z35.
N2820 Z37.469
N2830 X91.833
N2840 X91.648 Z37.472
N2850 Z37.5
N2860 X85.352
N2870 Z35.
N2880 X82.507
N2890 Z32.5
N2900 X82.5
N2910 Z31.242
N2920 X37.678
N2930 X36.146 Z31.113
N2940 X34.831 Z30.775
N2950 X33.823 Z30.331
N2960 X33.1 Z29.864
N2970 X32.598 Z29.419
N2980 X32.422 Z29.21
N2990 X25.475
N3000 X7. Z36.6
N3010 Z37.
N3020 X-7.
N3030 Z36.6
N3040 X-25.75 Z29.1
N3050 X-32.329
N3060 X-32.598 Z29.419
N3070 X-33.1 Z29.864
N3080 X-33.823 Z30.331
N3090 X-34.831 Z30.775
N3100 X-36.146 Z31.113
N3110 X-37.678 Z31.242
N3120 X-82.5
N3130 Z32.5
N3140 X-82.507
N3150 Z35.
N3160 X-85.352
N3170 Z37.5
N3180 X-93.448
N3190 Z35.
N3200 X-96.293
N3210 Z32.5
N3220 X-96.3
N3230 Z20.
N3240 X-109.
N3250 Y48.075
N3260 X-96.3
N3270 Z32.5
N3280 X-95.44
N3290 Z35.
N3300 X-83.36
N3310 Z32.5
N3320 X-82.5
N3330 Z29.309
N3340 X-37.678
N3350 X-36.146 Z29.18
N3360 X-35.833 Z29.1
N3370 X-25.75
N3380 X-7. Z36.6
N3390 Z37.
N3400 X7.
N3410 Z36.6
N3420 X25.475 Z29.21
N3430 X36.498
N3440 X37.678 Z29.309
N3450 X82.5
N3460 Z32.5
N3470 X83.36
N3480 Z35.
N3490 X93.64
N3500 Z34.969
N3510 X95.423
N3520 Z32.484
N3530 X96.3 Z32.469
N3540 Z20.
N3550 X109.
N3560 Y51.05
N3570 X96.189
N3580 Z32.469
N3590 X95.359
N3600 X94.396 Z32.486
N3610 Z32.5
N3620 X82.604
N3630 Z30.
N3640 X82.5
N3650 Z29.
N3660 X26.
N3670 X7. Z36.6
N3680 Z37.
N3690 X-7.
N3700 Z36.6
N3710 X-26. Z29.
N3720 X-82.5
N3730 Z30.
N3740 X-82.604
N3750 Z32.5
N3760 X-96.196
N3770 Z20.
N3780 X-109.
N3790 G0 Z21.
N3800 Z23.
N3810 Z35.5
N3820 X-82.5 Y54.025
N3830 Z32.
N3840 Z30.
N3850 G1 Z29.
N3860 X-26.
N3870 X-7. Z36.6
N3880 Z37.
N3890 X7.
N3900 Z36.6
N3910 X26. Z29.
N3920 X82.5
N3930 Z32.5
N3940 X90. Y57.
N3950 Z30.
N3960 X82.5
N3970 Z29.
N3980 X26.
N3990 X7. Z36.6
N4000 Z37.
N4010 X-7.
N4020 Z36.6
N4030 X-26. Z29.
N4040 X-82.5
N4050 Z30.
N4060 X-90.
N4070 Y59.975
N4080 X-82.5
N4090 Z29.
N4100 X-26.
N4110 X-7. Z36.6
N4120 Z37.
N4130 X7.
N4140 Z36.6
N4150 X26. Z29.
N4160 X82.5
N4170 Z30.
N4180 X90.
N4190 Y62.95
N4200 X82.5
N4210 Z29.
N4220 X26.
N4230 X7. Z36.6
N4240 Z37.
N4250 X-7.
N4260 Z36.6
N4270 X-26. Z29.
N4280 X-82.5
N4290 Z30.
N4300 X-90.
N4310 Y65.925
N4320 X-82.5
N4330 Z29.
N4340 X-26.
N4350 X-7. Z36.6
N4360 Z37.
N4370 X7.
N4380 Z36.6
N4390 X26. Z29.
N4400 X82.5
N4410 Z30.
N4420 X90.
N4430 Y68.9
N4440 X82.5
N4450 Z29.
N4460 X26.516
N4470 Z40.
N4480 X-26.516
N4490 Z29.
N4500 X-82.5
N4510 Z30.
N4520 X-90.
N4530 Y71.875
N4540 X-82.5
N4550 Z29.
N4560 X-27.913
N4570 Z40.
N4580 X27.913
N4590 Z29.
N4600 X82.5
N4610 Z30.
N4620 X90.
N4630 Y74.85
N4640 X82.5
N4650 Z29.
N4660 X28.
N4670 Z40.
N4680 X-28.
N4690 Z29.
N4700 X-82.5
N4710 Z30.
N4720 X-90.
N4730 Y77.825
N4740 X-82.5
N4750 Z29.
N4760 X-28.
N4770 Z40.
N4780 X28.
N4790 Z29.
N4800 X82.5
N4810 Z30.
N4820 X90.
N4830 Y80.8
N4840 X82.5
N4850 Z29.
N4860 X28.
N4870 Z40.
N4880 X15.5
N4890 Z37.5
N4900 X-15.5
N4910 Z40.
N4920 X-28.
N4930 Z29.
N4940 X-82.5
N4950 Z30.
N4960 X-90.
N4970 Y83.775
N4980 X-82.5
N4990 Z29.
N5000 X-28.
N5010 Z40.
N5020 X-15.5
N5030 Z37.5
N5040 X15.5
N5050 Z40.
N5060 X28.
N5070 Z29.
N5080 X82.5
N5090 Z30.
N5100 X90.
N5110 Y86.75
N5120 X82.5
N5130 Z29.
N5140 X28.
N5150 Z40.
N5160 X15.5
N5170 Z37.5
N5180 X-15.5
N5190 Z40.
N5200 X-28.
N5210 Z29.
N5220 X-82.5
N5230 Z30.
N5240 X-90.
N5250 Y89.725
N5260 X-82.5
N5270 Z29.
N5280 X-28.
N5290 Z40.
N5300 X-15.5
N5310 Z37.5
N5320 X15.5
N5330 Z40.
N5340 X28.
N5350 Z29.
N5360 X82.5
N5370 Z30.
N5380 X90.
N5390 Y92.7
N5400 X82.5
N5410 Z29.
N5420 X28.
N5430 Z40.
N5440 X15.5
N5450 Z37.5
N5460 X-15.5
N5470 Z40.
N5480 X-28.
N5490 Z29.
N5500 X-82.5
N5510 Z30.
N5520 X-90.
N5530 Y95.675
N5540 X-82.5
N5550 Z29.
N5560 X-28.
N5570 Z40.
N5580 X-15.5
N5590 Z37.5
N5600 X15.5
N5610 Z40.
N5620 X28.
N5630 Z29.
N5640 X82.5
N5650 Z30.
N5660 X90.
N5670 Y98.65
N5680 X82.5
N5690 Z29.
N5700 X28.
N5710 Z40.
N5720 X15.5
N5730 Z37.5
N5740 X-15.5
N5750 Z40.
N5760 X-28.
N5770 Z29.
N5780 X-82.5
N5790 Z30.
N5800 X-90.
N5810 Y101.625
N5820 X-82.5
N5830 Z29.
N5840 X-28.
N5850 Z40.
N5860 X-15.5
N5870 Z37.5
N5880 X15.5
N5890 Z40.
N5900 X28.
N5910 Z29.
N5920 X82.5
N5930 Z30.
N5940 X90.
N5950 Y104.6
N5960 X82.5
N5970 Z29.
N5980 X28.
N5990 Z40.
N6000 X15.5
N6010 Z37.5
N6020 X-15.5
N6030 Z40.
N6040 X-28.
N6050 Z29.
N6060 X-82.5
N6070 Z30.
N6080 X-90.
N6090 Y107.575
N6100 X-82.5
N6110 Z29.
N6120 X-52.418
N6130 Z30.
N6140 X-28.
N6150 Z40.
N6160 X-15.5
N6170 Z37.5
N6180 X15.5
N6190 Z40.
N6200 X28.
N6210 Z30.
N6220 X52.418
N6230 Z29.
N6240 X82.5
N6250 Z30.
N6260 X90.
N6270 Y110.55
N6280 X82.5
N6290 Z29.
N6300 X56.708
N6310 Z30.
N6320 X28.
N6330 Z40.
N6340 X-28.
N6350 Z30.
N6360 X-56.708
N6370 Z29.
N6380 X-82.5
N6390 Z30.
N6400 X-90.
N6410 Y113.525
N6420 X-82.5
N6430 Z29.
N6440 X-57.5
N6450 Z30.
N6460 X-28.
N6470 Z40.
N6480 X28.
N6490 Z30.
N6500 X57.5
N6510 Z29.
N6520 X82.5
N6530 Z30.
N6540 X90.
N6550 Y116.5
N6560 X82.5
N6570 Z29.
N6580 X57.5
N6590 Z30.
N6600 X28.
N6610 Z40.
N6620 X-28.
N6630 Z30.
N6640 X-57.5
N6650 Z29.
N6660 X-82.5
N6670 Z30.
N6680 X-90.
N6690 G0 Z31.
N6700 Z33.
N6710 Z46.2
N6720 X-23.5 Y125.425
N6730 Z33.
N6760 X-7. Z36.6
N6770 Z37.
N6780 X7.
N6790 Z36.6
N6800 X23.5 Z30.
N6810 Y128.4
N6820 X7. Z36.6
N6830 Z37.
N6840 X-7.
N6850 Z36.6
N6860 X-23.5 Z30.
N6870 Y131.375
N6880 X-7. Z36.6
N6890 Z37.
N6900 X7.
N6910 Z36.6
N6920 X23.5 Z30.
N6930 G0 Z31.
N6940 M5
N6950 G91 G28 Z0. M9
N6960 G28 X0. Y0. A0.
N6970 M30
ada jurnalnya gak?
BalasHapusizin copy bang, buat proposal saya.
BalasHapusthanks sebelumya